

Author: JULIO DOUGLAS ANTONIO RUIZ GONZALEZ
Title: TRABAJO DE TESIS FINAL PRESENTADO AL DEPARTAMENTO ACADEMICO
Area: School of Business and Economics, Atlantic International University
Country: Honolulu, Hawaii
Program:
Avialable for Download: Yes
INDICE
Dios Fuente inagotable de conocimiento espiritual
Mis padres Dominga González Silvestre Julio Genaro Ruiz Vásquez
Mi esposa Reina Isabel Coto López de Ruiz
Mis hijos Julio Anthony Engels y Claudia Isabel
Mis hermanos Reina Isabel Ruiz González de Del Cid Dimiddi Herberth Enrique Ruiz González
Mis sobrinos Herberth Francisco, Angélica Maria, Michele, Nataly
Mi familia Especialmente a Mi suegro Jose Antonio mis cuñados José Francisco Del Cid, Lucia, Candelaria, Sara, Patricia.
Mis queridos tios Natalia González y Félix González, flores sobre sus tumbas. Seferina e Isaías González
Mi asesor Isaac Kravetz gracias por su apoyo.
Ingenio Santa Ana Fuente de conocimientos profesionales
Atlantic Internacional Por avalar mi experiencia profesional. University
|
El presente trabajo de investigación presentado para la obtención del titulo de Doctor y titulado MODELO DE UN TACHO BATCH AL VACIO PARA AGOTAMIENTO DE MIELES PROVENIENTES DE LA CAÑA DE AZÚCAR consta de cuatro capítulos en los cuales se explica la técnica para obtener el modelo grafico y matemático el cual se trasladara a lenguaje de alto nivel de programación para su implementación en un sistema SCADA de automatización.
En el proceso de formación del grano o cristal de azúcar se realiza dentro de un Tacho al vacío el cual no es mas que un intercambiador de calor donde entra la meladura a una determinada densidad sirviendo de licor madre, se le agrega miel rica obteniéndose un licor el cual agregándole calor de forma indirecta y vacío se logran puntos de ebullición de solución acuosa con azúcar con poca energía procedente del vapor el cual entra al tacho cediendo parte de su energía. El licor madre gana energía y en el proceso de evaporación del agua se obtiene una masa cosida de alta densidad de alta pureza rica en cristales los cuales crecen de una forma controlada agregándosele azúcar refinada para la semilla, lo cual hará que los granos de cristal de azúcar del licor crezcan debido a la ayuda de la semilla que se agrego, este tipo de semillamiento es del tipo en frío y por choque por la manera en que entra al tacho.
Dentro de este proceso existen diferentes zonas de cristalización donde se puede obtener formación de cristales, la sobresaturación del licor disminuye en la proporción en que los cristales se forman y crecen para conservarla siendo necesario mantener la evaporación del agua y estar agregando material azucarado.
El tipo de tacho al vacío donde se hará el estudio de la automatización del proceso de agotamiento es el que cuenta con recirculación mecánica la cual se caracteriza por una fuerza motriz y una resistencia , el tacho al vacío también cuenta con tubo central el cual servirá para que recircule la masa cocida.
Para desarrollar un modelo óptimo de un tacho al vacío tipo batch de agotamiento de mieles de azúcar de caña se considera en el capitulo uno de este trabajo la complejidad en el proceso donde existe una notable dificultad en el ser humano de modelar los procesos que se dan en la realidad y como se los conceptualiza a través de la mente humana, obteniendo como resultado modelos que se apegan mas o menos bien haciendo una reflexión sobre las dificultades que existen en este campo el cual servirá para estar conciente del resultado a obtener cuando se tenga que elaborar el modelo del tacho al vacío.
En el capitulo dos se estudian los elementos de automatización avanzada haciendo una breve descripción general de los elementos que intervendrán en el desarrollo del modelo del tacho al vacío así como de las diferentes estrategias de control que existen y las herramientas de software para obtener un ambiente grafico amigable al operador, además de los modelos gráficos que serán de mucha utilidad para el ingeniero de proceso como para el ingeniero de control.
En el capitulo tres se plantea el desarrollo del modelo del programa aplicativo de control de un tacho al vacío tipo batch utilizando el estándar ISA 88, por medio de lenguaje estructurado de alto nivel se obtendrán las diferentes estrategias de control que componen la automatización integral de este tipo de proceso. Hoy en día los sistemas de automatización avanzada cuentan con herramientas poderosas para que los modelos matemáticos complejos sean resueltos sin mucha complicación obteniendo resultados en las iteraciones con exactitudes dentro de los márgenes de error esperado.
El capitulo cuatro describe en forma secuencial la logica de los pasos que lleva el programa aplicativo de las diferentes fases en que trabaja un tacho batch de agotamiento siguiendo los lineamientos del estandar ISA 88 presentados en el capitulo tres. Al finalizar este trabajo de investigación se harán las recomendaciones, sugerencias y conclusiones concernientes a los resultados obtenidos en tiempo real.
1. Indicar las limitaciones y lo complejo del diseño del modelo el cual es una representación mental de cómo trabaja un tacho batch de agotamiento de mieles de caña de azúcar.
2. Aplicar el estandar ISA 88 para realizar el modelo de un tacho batch de agotamiento de mieles provenientes de caña de azucar.
3. Aplicar las herramientas graficas y programación de alto nivel para hacer el modelo de un tacho de agotamiento de mieles de caña de azucar.
4. Describir la tecnica empleada para hacer el modelo del tacho batch de agotamiento de mieles provenientes de la caña de azucar.
El lenguaje juega un papel fundamental en el conocimiento, la realidad no depende del lenguaje. No existe una realidad independiente del observador, se descubre a través de los procesos de comunicación. Los seres humanos compartimos un mundo abstracto del lenguaje y del pensamiento a través del cual creamos nuestro propio mundo pero este sesgo idealizante no ha tenido la inusitada acción buscadora de verdad del hombre. Lo que no se revela directamente, en algunos casos adquiere la connotación misteriosa, pero todo esta allí íntimamente relacionado. Su búsqueda, su tratamiento es siempre un permanente reto para los hombres de ciencia, es el escenario de lo complejo.
La idea convencional es que la información esta ahí afuera, para ser recogida por el cerebro, pero el significado no reside en el fragmento extraído, sino en el contexto de ese segmento que fue extraído. No existe información en términos absolutos, existen convencionalismos que representan fragmentos de la realidad y que, al estar dentro de contextos culturales, les damos sentido. Hay distintos espacios dependiendo de las abstracciones que se hagan por ejemplo, el espacio mental, el espacio del lenguaje.
Si las características de la complejidad son dadas por la heterogeneidad de las partes y la riqueza de las interacciones entre ellas, entonces, desde la perspectiva humana, se tienen limitaciones en la decodificación de los mensajes de la naturaleza, en primer lugar, la llamada limitación objetiva, es decir, la limitación orgánica propia del ser humano, que solo es capaz de percibir hasta un cierto numero de estímulos mesurables en unidades de tiempo, sobre este limite el mensaje aparece como un conjunto de elementos. En segundo lugar, la limitación subjetiva, es decir la experiencia y la cultura de un receptor, para tener los elementos de información a priori (redundante) requeridos para decodificar determinado mensaje. El mensaje mas difícil de transmitir es aquel que no posee redundancia, es muy frágil y puede solo dar imágenes aproximadas.
La humanidad ha creado una multiplicidad de representaciones complementarias para dar sentido a cuanto se observa. Cuando se trata con situaciones complejas, la multiplicidad metodologica es una alternativa práctica para aproximar un diseño deseable.
El diseño en ingeniería de software no logra predecir estados ulteriores de manera deterministica. A diferencia de otras ingenierías, el conocimiento de las variables por su finitud, obedecen a prácticas maduradas y logran predicciones muy exactas pudiendo anticipar estados y tomar medidas muy precisas, excluyendo eventualidades catastróficas. El diseño no solo necesita enfoques diferentes y metodologías múltiples acopladas a una propuesta conceptual, sino que también, debe trabajar con soluciones inestables o modificaciones de estados que jamas podria imaginarse. Es obvio suponer que no se esta limitando esta idea a los datos mesurables que regularmente se operan en los sistemas de información, si no que, se esta ampliando su base a fuentes y situaciones problema que transciende hacia los aspectos de mayor fondo y de mayor trascendencia, por ende, trascendentales en la toma de decisiones.
Hay muchos campos donde la aplicación de los enfoques y métodos tradicionales de la ingeniería fracasan en sus aplicaciones a sistemas complejos, pues exponen al ingeniero a situaciones tan aleatorias como dañinas para cualquier modelo estable, porque no se puede anticipar, en el diseño, todas las situaciones futuras.
Una orientación podría llevarnos a conjugar el diseño tradicional para los aspectos estables de los sistemas, tales como el trabajo con variables predecibles, pero, allí donde la complejidad se despliega, necesariamente hay que acudir a otras propuestas, provenientes del pensamiento sistémico y de las diferentes practicas realizadas con complejidad, tales como los utilizados en sistemas dinámicos, sistemas viables, organizaciones que aprenden, sistemas blando y la sistemologia interpretativa.
Se llama escenario a cada ambiente en el que es posible fijar una cierta característica del sistema modelado, en el entrelazado complejo y diverso. La organización real es aquella en que coexisten tres escenarios( la organización, la tecnología y la ingeniería de sistemas). Cada escenario dispone de objetos y actores, telos y objetivos, estructura y dinámica. La organización parte de la generalidad de la noción como un constructor que corporeiza en una organización particular, con toda su historia y su contexto. El escenario organización corresponde al Holon de una organización particular, que se hace única por el devenir de su desarrollo o de su evolución.
El escenario de tecnología, como un fenómeno universal también expresado en dispositivos específicos, que no todo tiene origen en la misma organización pero que le es imprescindible su uso en la modernidad y en la globalización actual, en condiciones de competencia y de competitividad. El escenario de ingeniería como las técnicas, teorías, habilidades y prácticas metodologicas que son inherentes al escenario de organización, que al ser practicada por los ingenieros ligan a los tres en una unidad.
En el escenario de la ingeniería de sistemas los esfuerzos se orientan al desarrollo de esquemas conceptuales, epistemológicos, ontologicos y metodológicos. Debe también enfrentar los paradigmas provenientes de las organizaciones sociales donde, la reflexión acerca de las organizaciones que aprenden, modifican los modelos mentales y los métodos de intervención. En el escenario tecnológico como un campo de acción en el mundo, no es ajeno a la instrumentación y uso de herramientas cada vez mas capaces y eficientes en desempeño, que es incorporado a los dos escenarios anteriores. Por esta razón los tres constituyen uno solo, la organización actuante, en un permanente fluir de materia ( en forma de recursos) dirigidos por el hombre que logran, producir transformaciones de las materias primas, pero también construir un agregado muy importante al interior de la propia organización .
Los tres escenarios tienen una simultaneidad existencial, sin embargo, pueden tener apariencia distinta por los momentos en que se revelan, son como tres instancias sobrepuestas, pero que, dado ciertos cursos del desarrollo del fenómeno organizacional, adquieren mayor o menor relevancia, así solo sea por el momento metodológico.
Suele separarse la construcción de software (ingeniería de software) de la ingeniería de sistemas, al igual de quienes prefieren asignar a la actividad de búsqueda sistemática de requerimientos ( ingeniería de requerimientos) mas a funciones netamente para los diseñadores de organizaciones que para ingenieros propiamente dichos. De todas formas, la construcción de software, el diseño de sistemas de información, el tratamiento y explotación de datos, cada día están mas ligados con los destinos de las organizaciones, razón por la cual, el diseño de organizaciones no podrá sesgar hacia la instrumentación, sino que lleva impregnada la necesidad de reflexionar sobre los modelos mentales para afinar o cambiar paradigmas, pero también para mejorar el significado de la intervención en las organizaciones sociales.
Se piensa que la crisis del software fuera una mera cuestión circunstancial, pero lleva varias décadas de desarrollo tecnológico sin que sea resuelta. Es mas, quizá no tenga solución, en el sentido estrecho del termino, ya que llamamos crisis del software al encuentro de los métodos ingenieriles con la complejidad, a buscar los requerimientos mas estables para un determinado momento del sistema, negándonos a reconocer que su dinámica y evolución conducen a la indecidibilidad del limite de requerimientos para un sistema dado; a intentar reducir el esfuerzo de mantenimiento desconocido que, por afinado que fuera el análisis y la síntesis del sistema, es improbable que se construya software sin error y sin obsolencia. Por el contrario, los sistemas evolutivos y los agentes múltiples, como las pruebas desde la inteligencia artificial se orientan a reconocer la complejidad como propiedad y no como problema, dirigiendo las investigaciones hacia campos donde se tolera la incertidumbre y se estudian esquemas teórico-conceptuales e instrumentos que permiten el trabajo de sistemas complejos.
Construir modelos es una actividad que trae importantes retos, por una parte, tratar de interpretar la realidad desde las corrientes del pensamiento y desde los avances conceptuales, teóricos y metodológicos de la ciencia y la tecnología por los cuales ha trasegado la humanidad y por la otra, desencadenar procesos y procedimientos bien estructurados y claramente definidos. Sin embargo, pasa cierto tipo de sistemas, la estrategia es prácticamente inversa, el eje conceptual es la perspectiva teórica y flexibilidad metodologica.
En el campo de los sistemas se considera que un modelo sistemático es un instrumento que nos ayuda a pensar sistemáticamente la situación en cuestión, de manera que se ordena la realidad en términos de holones o de sistemas de actividades humanas, [Checkland, 1994].
Aun así, parte de la realidad escapa a las prestaciones e interpretaciones del modelador, escapa por diferentes razones, sea porque la metodología utilizada no es suficientemente apropiada para el fenómeno objeto de modelado: por el conjunto de restricciones que se deben establecer sobre un fenómeno determinado las cuales, en muchos casos, resultan abstrayendo características importantes y a veces imprescindibles del sistema o por problemas formales como la indecibilidad del limite de los requisitos del fenómeno modelado. Partes de la realidad escapan al modelado y al modelador, de forma natural por su irrelevancia, por falencias en el proceso de modelado o porque el enfoque no llega a la profundidad del sistema.
La mas fuerte critica al movimiento de sistemas o a las corrientes del pensamiento sistematico esta en su marcado sesgo hacia el instrumentalismo, es decir, hacia encontrar métodos que permitan mejorar aspectos cuantificables de los sistemas tanto en su operación como en el afinamiento de procesos y procedimientos de optimizacion, maximización o minimización, como ocurre en la inmensa mayoría de sistemas y, de forma notoria, con los sistemas de información, en los que este sesgo sea el reduccionismo incubado aun en el pensamiento sistematico, pensamiento por principio holistico. Este sesgo va en detrimento de la critica y la reflexion del pensamiento sistemico y de lo pensado sistemáticamente, que fue la fuente originaria de este movimiento, nacido en la critica al mecanicismo, al organicismo, al determinismo y al reduccionismo. Quedarse en el solo instrumentalismo es tan pobre como pensar que solo el holismo tiene la clave tanto de lo sistemático como de lo no sistemático. Considerando un fenómeno particular, el peso de uno y de otro no puede ser dado en porcentajes sino que, son concepciones para cada fenómeno y, ellos son mas bien complementarios.
Tomar los sistemas como acoplamientos con el mundo externo, al estilo de la propuesta expansionista o delegar al modelador la sabia tarea de dividir el sistema en partes coherentes, es como lanzarlo hacia campos de la indecibilidad, ya que no tendrá jamás criterios claros para trazar dichos limites.
Las cosas se han resuelto en sentido practico acudiendo a la función, al proceso, al modulo o al elemento. Sin embargo, aun esta se haya resuelto en la practica, solo se ha enunciado parte del problema desde la complejidad y desde el pensamiento sistematico al replantear la misma definición de sistema y los métodos para su tratamiento. La discusión sobre la primacia del sistema frente al momento de la concepción de la parte, aparentemente no tiene relevancia, sin embargo, allí puede estar la parte clave del problema. Se pensaria que el problema no es solo lograr dividir el sistema en componentes para explicaciones sistematicas, sino que, el mismo debera ser tomado como un proceso para compresiones de reflexion sobre el sistema, sobre pensamiento sistematico y sobre lo pensado.
Este asunto produce una ruptura en el movimiento de sistemas, el sistema emana simultáneamente con su entorno como una co-existencia o correlato entre aparición del sistema y del medio, como sistema constituido por el adentro, el afuera y el limite o frontera. Aquí el sistema es la unidad comprendida tanto por el adentro como por el afuera, que en la sistemologia interpretativa lo relaciona con la noción de trasfondo, el sistema es una noción de unidad de sentido holistico. En contraste la noción de emergencia en los sistemas, traslada a las relaciones y a la organización las propiedades que supuestamente existen en el todo, en la unidad, pero que no aparecen en la parte, o mejor, no tienen significado en ninguna de las partes del mismo. El sistema es definido como la unidad que aparece relacionada con su entorno como una totalidad. Por otra parte, esta propuesta manifiesta que la totalidad es constituida por los componentes y el conjunto de sus relaciones, de las cuales emergen las propiedades más características del sistema.
En este sentido se establece en primer lugar que el sistema bajo la noción de parte, es una manifestación del reduccionismo que las corrientes sistemáticas, desde su fundación, quisieron resolver, en segundo lugar, los momentos en los que realiza la observación del sistema, determinan también el momento de su descripción y explicación y, en tercer lugar, el modelado debe considerar estos momentos porque lo determinan, en otras palabras, estos momentos del proceso de comprensión y explicación no son conmutativos, pues unos y otros tienen referentes diferentes y conducen a procesos y procedimientos también diferentes, a interpretaciones y perspectivas diferentes.
Mientras que la primera concepción da primacía a la existencia del sistema frente a la parte, pues el seccionamiento del sistema en partes constitutivas es posterior al momento de observación del mismo como unidad compleja, evento posterior que pretende explicar (analíticamente) la unidad que es a la vez uno y múltiple, frente a las compresiones (sintéticas) del sistema como unidad compleja; en la segunda concepción se da primacía a la parte y como consecuencia, desde sus relaciones articuladas en los nodos emerge la totalidad compleja y sistemática, el sistema mismo. En la primera concepción la emergencia no tiene cabida, en la segunda, esta concepción es base angular para su explicación y construcción sistemática.
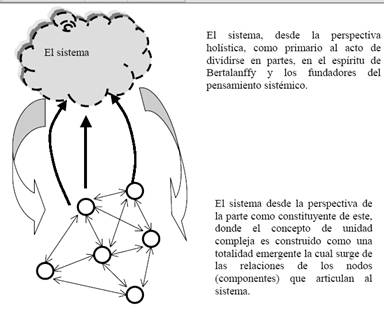 |
Figura 1. vistas del sistema en esquema grafico
En el pensamiento sistemático hay una critica insistente al pensamiento sistémico y que lo acusa de haberse sesgado considerablemente hacia uno de los campos de acción, seguramente el menos sistémico, hacia aquel que acentúa el esfuerzo por lograr efectos directos en características particulares del sistema, en la localidad, cuando se optimizan los resultados, maximizar utilidades, en los modelos empresariales o hacia minimizar costos, en otros modelos. Este sesgo va en detrimento de la noción holistica de la teoría de sistemas, que a la postre, también se ocupa de la reflexión sobre lo sistémico tanto del pensamiento sistémico, de la visión de totalidad, como de lo pensado sistemáticamente. Es una reflexión constructiva entre lo sistémico de la realidad y el resultado de lo pensado ya orientado a la instrumentación para intervenir sobre un sistema pero, dialécticamente, también para afinar y criticar la visión y la forma de pensamiento.
Asignar el pensador sistémico la tarea de dividir el sistema en partes ya sea identificando funciones o procesos o módulos o elementos, es lanzarlo a la incredibilidad. Esto conduce de inmediato a la discusión central, la primacía del sistema sobre la parte. Se puede correr el riesgo de pulverizar la realidad.
Nos encontramos al reconocimiento de la existencia de la teoría de la emergencia o simplemente la ausencia de esta, en razón a que el sistema, por principio y por visión, no da cabida a la misma, obviando abstracciones arbitrarias. Este es uno de los asuntos angulares de la discusión. Otro aspecto de importancia meridiana y esta relacionado con la separación que se hace del adentro y del afuera mediados por un limite o frontera. Los sistemas emanan de una diferenciación con la diversidad, diferenciación que obliga, a que, tanto el objeto como su limite y medio tengan existencia simultanea, en un correlato instantáneo que hace a lo uno ser, pero, a la vez, depender, que otorga al uno autonomía organizacional pero también dependencia de un permanente fluir de materia y / o energía, que le permite identidad, además, pera que esta misma, exista, es permanentemente perturbado por la diversidad del medio.
Estos aspectos son determinantes en la concepción de sistema. En consecuencia, desde la perspectiva metodología, inciden positivamente en la definición del lenguaje de modelado como también, en la definición del procedimiento para la misma metodología. Su omisión conduce a mutilaciones arbitrarias y a modelos que presentan perdida de información en términos de significancia.
El modelado de sistemas dinámicos tiene como característica la necesidad de tratar con factores en los que predomina la incertidumbre y lo aleatorio. Son sistemas que conjugan el modelado orientado hacia la intervención del fenómeno, mediante estructuras que se dirigen a transformación del fenómeno o a la compresión de los mismos a través de procesos de aprendizaje.
Entre las muchas formas metodologicas de la dinámica de sistemas hay dos muy comunes y muy representativas: Metodología para el aprendizaje y la metodología para la intervención. Mientras la metodología para el aprendizaje hace énfasis en la forma de pensar frente al mundo, en el cambio de los modelos mentales, en un proceso continuo progresivo y extenso de modificación de los modelos mentales de las personas y de una organización, estos están condicionados bajo ciertos paradigmas, a través de los cuales se pueden hacer transformaciones del mundo; los cuales no niegan el papel de los modelos para la intervención que seguirán a los primeros.
Los modelos para el aprendizaje centran el interés en las transformaciones de las percepciones que se hacen del mundo, es decir, en la manera de pensar el mundo, hacia nuevos paradigmas de pensamiento; combinando sostenidamente la practica de sistemas con los cambios de los modelos mentales que tenemos frente a los fenómenos; mientras eso ocurre en modelado para el aprendizaje, el modelado para la intervención exige rigor matemático porque se quiere hacer la mejor representación del fenómeno que permita simulaciones significativas, tanto desde la perspectiva operacional del sistema como también, desde las explicaciones que el mismo permita plantear. Se entiende los modelos dinámicos-sistemáticos como expresiones formales de nuestros prototipos mentales. Los modelos aquí son representaciones del fenómeno, obligan la fidelidad y la validez del modelo y hacen énfasis en el modelo matemático para propósitos de simulación y el rol que juega el modelador esta estrictamente definido.
La metodología para la intervención se ocupa de hacer representaciones fieles de la estructura causal que rige el fenómeno para que, mediante la simulación computacional, se pueda hacer análisis prospectivo de las alternativas de intervención, es decir, de acciones que modifiquen el fenómeno. Estos modelos deben tener riqueza de representación de sistemas complejos junto a una capacidad explicativa del mismo, haciendo uso de los lenguajes, particularmente el lenguaje matemático que facilite las simulaciones de diferentes alternativas para el fenómeno modelado, en escenarios posibles que permitan ejercicios de optimización o de mayor beneficio en términos cuantitavios. En estos escenarios hacen posible una adecuada intervención del fenómeno su conducción o direccionamiento del mismo.
El modelo para el aprendizaje parte del principio que la dinámica de sistemas debe orientarse no a mejorar una situación problemática particular sino el comportamiento general del fenómeno. Para las organizaciones, el aprendizaje se realiza de manera continua tanto del conjunto organizacional ( La organización) como de cada uno de sus integrantes humanos, de las micro organizaciones que existen al interior de ellas, de las estructuras básicas de ellas, en una importante coincidencia con la noción de la mente como un proceso y no como una cosa depositaria de conocimiento. Las organizaciones que aprenden continuamente afinan su conocimiento, en concordancia permanente con la evolución de la realidad en la que existen y co-existen. Los seres vivos aprenden porque tienen mente durante el proceso de vida, las organizaciones sociales también aprenden.
El modelo y el modelador tienen roles muy precisos, el modelo se ocupa de las representaciones mentales y de los paradigmas que orientan la percepción, mientras que el modelador tiene un papel de maestro y facilitador del aprendizaje. La dinámica de sistemas es una de las importantes fuentes para el modelado de sistemas complejos, sin embargo, aun estaría por discutirse el problema de las nuevas concepciones de sistemas, tendencias mas teleologicas que instrumentalistas, en los que el intervencionismo es una parte, y su peso depende del grado de madurez de la organización, de las formas que adquiere la cultura informática y de la cultura de aprendizaje.
En la figura se muestra manteniendo la esencia de la dinámica de sistemas, se destacan los aspectos que escapan al modelo tradicional, pues en la interacción del humano con el problema se da relevancia a los paradigmas a los modelos mentales y a la presencia de incertidumbre, regularmente separada en los modelos tradicionales. El doble ciclo, que no se puede separar mas que como ejercicio de presentación, muestra un proceso continuado, sucesivo e inagotable en el cual se pueden construir, por un lado, modelos para la transformación o manipulación del fenómeno y por el otro lado, modelos que buscan mejorar la comprensión que se tiene del fenómeno y de los mismo modelos. Se agrega un elemento de pensamiento que es la incertidumbre, que persiste en los modelos mentales, como fuente de aleas pero también fuente para compresiones de significancia. El ciclo interno, conocido también como el modelo para la intervención, busca lograr modificaciones en el fenómeno hacia ciertas normas preestablecidas o prefijadas o al menos, deseadas de comportamiento.
El modelado tiene varias expresiones y esta siempre asociado a un lenguaje de representación. Los modelos utilizan lenguajes que permiten la representación del fenómeno. Para el caso que nos ocupa estos lenguajes son: el lenguaje en prosa utiliza el modelo descriptivo, el lenguaje de diagramas causales utiliza el modelo de influencias, el lenguaje de diagramas de flujo de niveles utiliza el modelo de flujo de niveles, el lenguaje matemático utiliza el modelo de ecuaciones, el lenguaje de la simulación utiliza el modelo de comportamiento.
La observación del fenómeno implica una seria de momentos y de representaciones sucesivas con grados de abstracción diferentes pero causales, que se contrastan para lograr coherencia de representación, tanto en el espectro de los lenguajes como en los modelos mismos.
 |
Figura 2. Modelado con dinamica de sistemas
la parte mas estructurada del sistema puede verse reflejada en el conjunto de modelos con sus respectivos lenguajes y ciertos parámetros de transformación. A partir del modelo descriptivo se puede construir el modelo de influencias, de este el modelo de flujo de niveles, de la misma manera se construye el modelo de ecuaciones, inicialmente, ecuaciones diferenciales que se pueden transformar en ecuaciones en diferencia, para finalmente poderlos simular y de esta manera emular la realidad, en este caso, el fenómeno que es objeto de abstracciones.
El lenguaje en prosa es altamente rico en representación, porque es un lenguaje general universal, pero su mayor cualidad es, también, una de las mayores deficiencias ya que, carece del rigor de representación y cae fácilmente en ambigüedades. Es muy bueno para la comunicación entre personas, pero fácilmente, su significado, puede sesgarse ya sea por la estructura de lenguajes o por el énfasis en factores subjetivos. El lenguaje utilizado para modelar (diagramas de influencias y los diagramas de niveles y flujos), permiten graficar una estructura causal y visualizar ciclos amplificadores o atenuadores del fenómeno.
Como se dijo, cada modelo tiene fortalezas y debilidades, solo un conjunto apropiado de modelos y lenguajes permiten aproximaciones significativas a la descripción de las características del fenómeno y al comportamiento del mismo.
Hay dos grandes vertientes de metodologías de modelamiento, una signada por la orientación hacia la estructura ya sea por funciones o procesos, acentuando en los aspectos mesurables que se llevan progresivamente a través de las diferentes fases y etapas; otra vertiente mas signada por la orientación a objetos, tanto en el lenguaje de expresión como en el lenguaje de representación. Las estrategias iterativas incrementales son comunes y constituyen una concepción evolucionada en sistemas de información y coherente para el modelamiento de sistemas de cierto grado de complejidad, particularmente en las organizaciones sociales. Combinar ciclos, fases y etapas resulta práctico y tácticamente apropiado para lograr acercamientos entre el mundo del problema y el lenguaje del problema, con el mundo de la solución y con lenguaje de la solución. El transito entre el primero y el segundo esta articulado por una serie de elementos con sus pasos, cada uno con niveles de expresión diferentes, lenguajes diferentes y modelos diferentes, pero cada uno es resultado del anterior, en una traza o procedencia precisa.
Para la construcción de software las metodologías dejan libertad al observador para el tratamiento de los telos y propósitos de las organizaciones ya que la mayoría no involucra espacios conceptuales y metodológicos para lo mismo. La fuerza de la costumbre hace que los mismos sean omitidos dentro de los estudios y se limitan a enunciados sobre la visión, la misión y otros conceptos de la planeacion. El descubrimiento de hechos que evidencien los telos de las organizaciones son aplazados para otras actividades diferentes al modelado de sistemas, quizá también porque los ingenieros poco hacen con esta información, más que vincular en los documentos pero no son estrictamente útiles para el tratamiento de los datos.
Estos otros datos escapan a los requerimientos y obviamente al modelado porque resultan inatrapables por los métodos corrientes, interesados mucho más en capturar datos mesurables y en consecuencia, modelables por los métodos conocidos.
Modelo para manejar la perdida de información por abstracción un marco referencial
Mas que modelar la perdida de información, el modelo se ocupa, en primer lugar, de establecer un marco referencial para identificar la información que se pierde en el proceso de modelado y este esta definido tanto por el enfoque ( dentro de la variedad de enfoques) del modelador, como también, de alguna manera, es determinado por particularidad del fenómeno en cuestión. En segundo lugar, no tiene sentido formular una metodología para el modelado que resuelve esta intrincada situación problema, porque no existe tal metodología, dado que una característica de la complejidad es su no uniformidad y parte de sus características son comportamientos muy particulares generados por construcciones estructurales individuales. Entonces, el modelo da una orientación metodologica pero no se trabaja sobre una metodología, en el sentido estricto de la palabra (lenguaje y proceso) porque es definido, el primero por el modelador y la naturaleza del fenómeno y el segundo, esta determinado por el estudio mismo, pues no es otra cosa que un constructor frente al fenómeno.
Se esquematiza un ciclo genérico de dos niveles, el nivel interno que se ocupa del tratamiento de datos del tradicional sistema de información, donde es identificable una fuente interna y/o externa, que proporciona datos a la organización (sistema de información) pero también muestra ( línea punteada) otro ciclo que trata con datos no cuantificables o no matematizables, que escapan a estos modelos, los que tiene un tratamiento particular. Algunos de ellos son atrapables y almacenables, sin embargo, algunos otros escapan a este intento, indicados allí como no controlables. El sistema, como fuente de datos y objeto de modelado, deberá ser aproximado mediante ciclos progresivos que describen su naturaleza, sus propiedades y sus comportamientos, identificando las variables significativas. Este proceso tiene como objetivo comprender y explicar el fenómeno en cuestión, tanto para el manejo de los datos, como para procurar el cambio de paradigmas y cambios de los mismo modelos mentales.
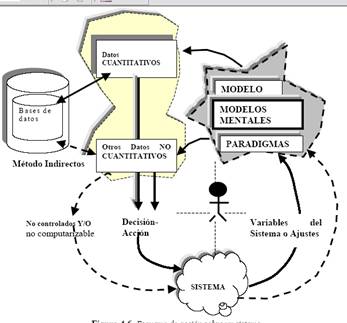 |
Figura 3. Esquema de acción sobre los sistemas
el cambio es un proceso que se caracteriza por variaciones permanentes con periodos de relativa estabilidad en toda la vida de la organización. La incapacidad humana para tener dominio de toda la complejidad de la organización obliga a descartar el diseño absoluto y fina, centrando los esfuerzos en estados posteriores plausibles que también resultan transitorios.
Estas limitaciones humanas conducen a comprensiones estructurales (estáticas) como a comprensiones de cambio (dinámicas) en procesos de aprendizaje continuo. Por eso el diseño de una organización es un proceso de aprendizaje organizacional en la estabilidad instantánea y en el cambio permanente, en los que el sistema mantiene su identidad e individualidad (conserva su integridad) pero se desenvuelve en una dinámica de cambio que no excluye incluso el conflicto, manteniendo un sentido, un propósito.
Los enfoques teóricos permiten referentes conceptuales y enfoques metodológicos que obviamente están ligados a los primeros. Por ejemplo en el pensamiento sistémico es conocido el pensamiento crítico de sistemas, el cibernético y la sistemologia interpretativa. Dentro de los enfoques metodológicos se destaca el modelo de sistemas viables, el modelo de sistemas suaves y los sistemas de actividades humanas.
Un modelo de este orden se caracteriza por definir un enfoque y un referente, hace una construcción conceptual con un lenguaje apropiado. Establece un referente conceptual para el sistema, su entorno y unos elementos que, juntos, constituyen su cuerpo conceptual.
Es indiscutible que las organizaciones sociales, como sistemas complejos dotados de dinamismo, tienen trazos que permiten establecer patrones para ciertos periodos de relativa estabilidad, pero también son impredecibles por la variedad de estados posibles o futuros. En este sentido, el referente conceptual se deriva de la existencia de un marco teórico conceptual desde la teoría de sistemas y desde las vertientes del pensamiento sistémico.
Considerar la primacía del sistema frente a la propuesta emergente porque, esta ultima, deja un espacio de explicación adjudicada a la organización del sistema, justificada como un producto adicional ( un delta incremental positivo a la suma de las partes sin ocuparse de su aparición y su tratamiento).
En este orden de ideas, también se considera que el surgimiento del sistema implica el surgimiento de su medio en una co-existencia y un correlato de uno y otro, fundidos en lo que la sistemologia interpretativa llama trasfondo. El sistema es indivisible en razón de su complejidad, solo es tratable o trabajable a través de los modelos holisticos, como representaciones de la unidad sistémica (sistema, frontera y medio).
El Holón adquiere verdadera dimensión en el modelamiento por su capacidad para hacer representaciones tanto del sistema, de la talentosa tarea de seccionar el sistema en partes componentes y de relacionar las mismas dentro de la unidad, unidad que es una y múltiple. Este evento es posterior a la consideración del sistema como unidad.
Las iteraciones o procesos cíclicos han complejizado a la naturaleza y obviamente a la sociedad, de manera tal que, la comprensión organizacional, implica procesos de aprendizaje organizacional continuados en una construcción progresiva de la capacidad de juicio individual y de juicio colectivo de las experiencias, acciones y proyecciones, orientadoras de decisiones hacia nuevas situaciones.
Finalmente la existencia de modelos mentales no implica la estrecha concepción de que solo se puede comparar la realidad contratada contra estos modelos, porque los deja en una estaticidad peligrosamente dogmática o doctrina, sino que, contrariamente, quedan bajo una racionalidad dialéctica hombre-naturaleza, racionalidad entendida como el dialogo abierto entre mente (proceso de vida) y naturaleza ( que incluye a la sociedad).
La metodología de toda sabiduría, contradice la variedad de la naturaleza, la variedad de la mente humana, del sistema y de representación. Hay que apostarle a marcos referenciales y a una gama o espectro de esquemas metodológicos coherente con el fenómeno modelado. Bajo esta perspectiva nos aproximamos a la propuesta de modelo para la perdida de información en los procesos de abstracción.
Las ciencias están motorizadas (impulsadas) por intereses técnicos e instrumentales, intereses prácticos e intereses emancipatorios ( la reflexión y la critica entendida como el destape de supuestos y posibilidades). Lo que se puede observar es que gran parte de las empresas científicas están atrapadas por el interés instrumental, en cuanto fuerzan resultados efectivos que puedan conducir a resultados tangibles, inteligibles y comercializables.
El estudio de las organizaciones, regularmente para la ingeniería, toca lo superficial y toma solo lo reactivo, identifica problemas superficiales y plantea soluciones parciales. En otros casos, mas avanzados, busca tendencias y patrones de comportamiento (más allá de lo observable) intentando hallar estructuras causales semejantes que se correspondan con comportamientos semejantes. En pocos casos se buscan causas mas allá de lo estructural, en esta dirección por un lado intenta aplicar a lo complejo la simplificación de lo complicado trae como consecuencia la agravación de la complejidad por mutilación y, por el otro lado, los proyectos de modelación de sistemas complejos no están dados, ellos se construyen.
Es una clara alusión al perspectivismo o a los modelos mentales, según se pudiera pensar que ellos están dados en la mente del hombre o a los modelos mentales, según se pudiera pensar que ellos están dados en la mente del hombre como plantillas preconcebidas que racionalizan los sistemas. Para los sistemas complicados es posible la explicación, en tanto son calculables en los modelos explicativos y conducen a modelos tipo, mientras que, para los sistemas complejos no se puede conducir por modelos explicativos, si no que, se deben trabajar con la mira en la comprensión, dado que razonamos sobre los modelos y su correlato con los comportamientos de los fenómenos observados, es decir, no es con la construcción de modelos tipo, sino que, los métodos sistémicos procuran que la realidad ( el sistema complejo) se exprese, se revele de forma natural; para ellos poco sentido tiene una metodología tipo porque escapan a cualquier patrón, entonces, en ellos se debe seguir su curso de vida y comprender sus características y su comportamiento en la generalidad (aquellos patrones que se expresan) y en la particularidad, donde manifiestan su identidad, su individualidad, ese diferenciarse de lo que algunos llaman medio o ese ganar identidad, unicidad, en un universo.
El modelo del fenómeno complejo debe ser construido que pasa por una primera aproximación que busca seguir el curso natural del fenómeno organizacional, es una metodología (no necesariamente lenguaje y proceso) abierta, basada en un lenguaje de coherencia teórica y de capacidad sintética construido en macro-conceptos derivados ligados al fenómeno en cuestión. Un esquema de una idea generatriz y conceptos derivados de ella, en niveles sucesivos hasta un último nivel de conceptos que tienen correspondencia directa con el fenómeno obserbable.
Una segunda aproximación esta dada por el entendimiento que se propone desplegar las diversas perspectivas reales de acercamiento al modelo del sistema modelado.
En tercer lugar, la iteración de este proceso tiene posibilidades reales de aproximar el modelo al sistema modelado. La aproximación al sistema se realiza desde diferentes perspectivas y se construyen en diferentes interpretaciones, constituyendo ellas, en su conjunto, sistemas interpretativos en una plataforma de cognición, para ser discutido y reinterpretado, en iteraciones que permanentemente se contrastan con el fenómeno en una relación sistema-Holón. Este sistema permite expresar y construir el conocimiento y el dominio que se tiene de la organización y naturalmente modelarlo bajo los canones del pensamiento sistémica, es decir, unidades complejas que conjugan lo uno y lo múltiple, dando cabida al entramado dialogico del sistema modelado.
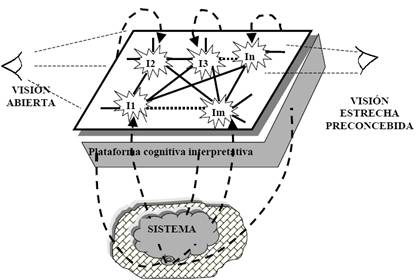 |
Figura 4. Plata forma cognitiva de interpretacion
Así como en el perspectivismo o en la sistemologia interpretativa se dispone de una construcción conceptual lógica y coherente, por ejemplo una geno idea y niveles conceptuales mayores hasta llegar a conceptos observables, el descubrimiento de las relaciones causales y no causales.
1. La complejidad es tratada como un obstaculo para la precision, el diseño y la prediccion, siendo en realidad una forma de ser de la naturaleza con sus certezas e incertidumbres antes de ser un obstaculo es una oportunidad para modificar paradigmas.
2. El modelo lejos de consistir en una plantilla rigida, es una forma de orientar al observador para aproximar el modelado de sistema con el minimo posible de perdida de datos significativos debido a que en el modelamiento de sistemas es dato es sustraido de su contexto y limitado al dominio de los numeros.
3. Las principales causas de la perdida de información en el modelado de sistemas se hallan en la complejidad de los mismos sistemas y en los metodos para trabajarlos.
4. El afan de resultados concretos ha limitado a la ingenieria de software a conformarse con el artefacto, pero la ha desvinculado del sentido de este.
5. Abstraer el sistema de su contexto es el comienzo del reduccionismo, es congelar su actividad, su creatividad, porque en su escenario real y complejo el sistema es pleno, pero siendo sometido a las restricciones de una abstracción este disminuye en significado.
6. No puede aspirarse a que el modelo contenga todas las variables de la realidad porque dejaria de ser modelo, seria copia o replica de la misma realidad, lo que si se puede aspirar es a conocer cuanta información se restringe en la construccion del modelo
Villamil Puentes Jorge Eliecer, A model for handling of information loss in the abstraction process in te sistems modeling, Universidad naciona de Colombia
Abril Gonzalo, Teoria general de la informacion, ediciones catedra S.A 1997.
Capra Frijot, La trama de la vida, Anagrama Barcelona 1996.
Maturana Humberto, La realidad objetiva o construida. Gedisa, Madrid, 1986.
El estándar ISA S88 define los modelos de referencia para la implementación de sistemas de control de procesos por lotes que permitan altos nivel de flexibilidad y reusabilidad, entre otros beneficios.
El estándar ISA S88 ha sido ampliamente asumido por el mercado de la automatización de los procesos de fabricación por lotes y, actualmente, ya hay múltiples experiencias de sistemas en funcionamiento que permiten la fabricación flexible sin necesidad de re-ingeniería cuando se requiere introducir mejoras en los procesos o introducir nuevos productos.
Desde la emisión de la Parte 1 del estándar (ANSI-ISA-88.01-1995) en 1995, en la que se establecían los modelos a seguir en la automatización de procesos por lotes, tanto los fabricantes de sistemas como integradores y usuarios finales han ido incorporándolos en el diseño de los nuevos sistemas de control.
Las Partes 2 y 3 del estándar han proporcionado más detalles acerca de las estructuras de datos y lenguajes (Parte 2) y de la implementación de la receta General y de Fábrica (Parte 3). La Parte 4 del estándar, recientemente aprobada (Abril de 2006) define el modelo de referencia para los registros de producción de lote.
La S88 Parte 1 (S88.01) define los Modelos y Terminología que deben aplicar los sistemas de control por lotes. Gracias a la aparición de esta parte de la Norma en el año 1995, pudieron establecerse unos Modelos y unos términos que han permitido que todos los actores que participan en la industria del Control Batch hayan podido unificar su lenguaje independientemente de las herramientas utilizadas en su implementación. Así, actualmente puede hablarse de términos como Celda de Proceso, Unidad, Módulos de Equipo o Módulos de Control de una forma inequívoca, en lo que al Modelo Físico se refiere, o bien, de Procedimientos, Procedimientos de Unidad, Operaciones y Fases incluidos en el Modelo de Procedimiento
La Parte 1 de la Norma también define los tipos de Recetas que deben gestionar las Compañías con el fin de obtener máximos niveles de flexibilidad e integración entre sus sistemas corporativos y de planta, y entre diferentes fábricas u organizaciones. Así, se definen los siguientes tipos de recetas: Receta General, Receta de Fábrica, Receta Maestra y Receta de Control.
Mientras que las Recetas General y de Fábrica describen los procesos de fabricación para la producción independientemente de los requerimientos de equipos, las Recetas Maestra y de Control describen las acciones específicas requeridas en unos determinados equipos para producir un lote del producto.
Finalmente, mediante la combinación de los Modelos Físico y de Procedimiento es posible
definir la secuencia de actividades químicas, físicas o biológicas para la fabricación de una cantidad finita de material (lote), en una secuencia de Procedimientos de Unidad, Operaciones y Fases a ejecutar en una Celda de Proceso
En la actualidad, se dispone de múltiples soluciones que resuelven problemáticas específicas de la cadena de suministro necesaria para la fabricación por lotes. La diversidad de tecnologías utilizadas y las características intrínsecas de la solución son factores que condicionan la posibilidad de generar los informes de producción de lote según el estándar.
Por tanto, es fundamental el uso de tecnologías abiertas que permitan consolidar y retener registros de producción de lote que provienen de diferentes fuentes, proporcionando una visión única de la información.
En este sentido, el uso de mecanismos de comunicación ( OPC, XML, web services, etc) y los repositorios de información estándar (p.e., bases de datos relacionales, ODBC, OLE DB, etc.) facilitan el trabajo, manteniéndose integridad en los datos y con un nivel de rendimiento aceptable.
En cualquier caso, disponer de herramientas tipo MES (Manufacturing Execution Systems)
que coordinan el conjunto de las actividades que se realizan en la cadena de suministro, es una de las bases del éxito, ya que, son éstas las que no sólo pueden coordinar mejor las actividades específicas que deben realizarse en cada etapa del proceso, sino las que también pueden coordinar la recogida de datos proporcionando una visión única de la información. La posición de los sistemas MES en la arquitectura de software les brinda la posibilidad de integrar datos provenientes de herramientas corporativas (ERP), sistemas de control de planta (SCADA, DCS), sistemas de laboratorio (LIMS) y soluciones de control más avanzado e información de planta (control batch, historizadores, ).
Un autómata es una máquina industrial susceptible de ser programada (autómata programable industrial) al estar basada en un sistema de microprocesador dotado de un hardware estándar independiente del proceso a controlar. Se adapta a tal proceso mediante un programa de usuario específico (software), escrito en algún lenguaje de programación y que contiene la secuencia de operaciones a realizar.
El programa, realizado y depurado en una unidad de programación propia o ajena al autómata, se incorpora a la memoria de programa del mismo, para su ejecución por la Unidad Central de Proceso (CPU) del autómata.
La secuencia de operaciones del programa se realiza sobre señales de entrada y salida del proceso, llevadas al bus interno del autómata a través de las correspondientes interfaces de entrada y salida (E/S). El autómata gobierna las señales de salida según el programa de control previamente almacenado en su memoria de programa, a partir del estado de las señales de entrada. Los tipos de interfaces de E/S son muy variados, según las características de las señales procedentes del proceso o las que se van a aplicar al mismo (señales analógicas de tensión o corriente, pulsos de 0/5 V, 0/24 V, tensiones alternas 110 V, 220 V, tensiones continuas 12/24/48 V). En la mayoría de los autómatas programables industriales, el número (hasta la capacidad permitida por la CPU), tipo y ubicación de las interfaces lo define el usuario, adaptando así el autómata, junto con su programa, a las necesidades de su proceso.
Ejemplos de señales de entrada son las procedentes de elementos digitales, como interruptores, finales de carrera y detectores de proximidad, o analógicos, como tensiones de dinamos tacométricas, tensiones de termopares, etc. Ejemplos de señales de salida son las órdenes digitales todo o nada o analógicas en tensión o corriente, que se envían a los elementos indicadores y actuadores del proceso, tales como lámparas, contactores, válvulas, etc.
Ha de hacerse constar como característica esencial de los autómatas programables industriales, el disponer de un hardware estándar que posibilita la realización de sistemas de control de acuerdo con las necesidades del usuario. La elección del autómata programable (gama baja, media o alta) será función de las necesidades de potencia de cálculo y número y tipo de señales de entrada y de salida.
La configuración del autómata, llamada arquitectura interna, como en todo sistema microprocesador, incluye fundamentalmente los siguientes cuatro bloques básicos: una CPU o unidad central de proceso, una memoria interna de trabajo (RAM), una memoria de programa (RAM, EPROM, EEPROM), y las interfaces de entradas y salidas conectadas al bus interno. A su vez, tanto la CPU como la memoria de programa están conectadas a dicho bus interno.
Las instrucciones de un programa de usuario almacenado en la memoria de un autómata programable industrial son ejecutadas correlativamente generando unas órdenes o señales de control a partir de las señales de entrada leídas de la planta. Cuando se detectan cambios en las señales, el autómata reacciona de acuerdo con el programa hasta que obtiene las órdenes de salida necesarias. Esta secuencia se ejecuta continuamente a fin de conseguir el control actualizado del proceso.
Además de ejecutar las instrucciones del programa, el autómata realiza un conjunto de acciones que aseguran su funcionamiento correcto: test de CPU y memoria, comprobación del reloj de guarda. La secuencia o ciclo de operación consta básicamente de las siguientes etapas:
1.- Test del sistema.
2.- Lectura de señales desde la interfase de entrada.
3.- Escritura de señales en la interfase de salida.
4.- Procesado del programa a fin de obtener las señales de control.
Para reducir los tiempos de acceso a las interfaces de E/S, la lectura y escritura de las entradas y salidas involucradas se realiza a la vez, guardando las entradas leídas en una memoria temporal o imagen de entradas a la que accede la CPU mientras ejecuta el programa, en tanto que los resultados o señales de control se van guardando en otra memoria temporal o imagen de salidas a medida que se van obteniendo. Al terminar la ejecución del programa los resultados se colocan de una sola vez en la interfase de salida.
Aparte de las cuatro etapas descritas anteriormente, el autómata eventualmente puede establecer comunicación con periféricos exteriores, por ejemplo para sacar datos por impresora, comunicación con otros autómatas u ordenadores, conexión con la unidad de programación, etc.
Las anteriores acciones, repitiéndose periódicamente, definen un ciclo de operación que requiere un cierto tiempo (dependiendo del número de entradas y salidas, y de la longitud del programa) para ser ejecutado, de modo que el autómata no puede responder en tiempo real a sucesos que ocurren en el sistema exterior. Este tiempo será determinante cuando con el autómata se pretendan controlar procesos rápidos, con señales de muy corta duración o alta frecuencia de conmutación.
Los retardos aportados por entradas o salidas son debidos, respectivamente, al filtrado de señal que incorporan (filtro pasa bajo), y a los tiempos de respuesta del interruptor (relé, transistor, etc.) o convertidor digital/analógico. Para las entradas, los retardos típicos oscilan entre 10 ms y 100 ms, aunque hay autómatas que permiten ajustes del tiempo de filtro menores. Para los tiempos típicos, la frecuencia máxima de señal de entrada queda limitada entre 100 Hz y 10 Hz, de forma que cualquier señal de frecuencia superior, o de periodo T menor que el tiempo de filtro, no podrá ser leída desde las entradas estándar del autómata.
Los anteriores problemas debidos a los retardos pueden reducirse de las siguientes maneras:
a) Para las entradas, con elementos de entrada de proceso rápido; filtrado débil asociado a programa de ejecución rápida, entradas detectoras de flancos o entradas de contador rápido.
b) Para el tiempo de procesado del programa: escribiendo subprogramas rápidos contenidos en el principal asociados a algún elemento de proceso rápido y activado periódicamente.
c) Para las salidas: utilizando elementos semiconductores en sustitución de relés electromecánicos.
En general se dice que un autómata es capaz de controlar en tiempo real un proceso, cuando sus tiempos de respuesta o retardo son muy pequeños comparados con los tiempos de reacción del mismo.
La configuración del autómata es la estructura que tiene su sistema físico (hardware), fundamentalmente la unidad de control, el sistema de E/S y la memoria, de modo que pueda adaptarse a las características particulares de la aplicación industrial en que vaya a usarse.
Siendo la modularidad una de las características fundamentales de los autómatas, la elección de la configuración adecuada resulta fácil al ofrecer sus fabricantes una amplia variedad de módulos y ampliaciones.
En cuanto a la unidad de control las configuraciones son:
a) Unidad de control compacta (control centralizado). Es el caso en el que una única CPU gestiona tanto el programa como las entradas y salidas asociadas, agrupadas en módulos que contienen exclusivamente interfaces E/S. Esta configuración se usa en aplicaciones de poca complejidad, dando lugar a los llamados micro autómatas y mini autómatas.
b) Unidad de control modular (control distribuido). En aplicaciones de mayor complejidad, en lugar de una única CPU, existen varios módulos con tarjetas o unidades de proceso propias e incluso con sus interfaces de E/S. Es lo que se denomina estructura de multiprocesadores o con control distribuido. Cada procesador trabaja sobre subprogramas (partes del programa de usuario) o específicamente sobre otras aplicaciones concretas (regulación, posicionamiento) con su propio programa de tratamiento.
En la estructura de multiprocesadores las unidades de proceso están conectadas a una unidad central (CPU maestra o principal) que gestiona el sistema en conjunto y permite el intercambio de datos entre el resto de las unidades e interfaces. En algunas aplicaciones es interesante duplicar la CPU o algún otro elemento del autómata, configuración de seguridad, de modo que esta redundancia permite un funcionamiento ininterrumpido aún en caso de avería, por conmutación al elemento de reserva.
El sistema de entradas-salidas de un autómata es el conjunto de interfaces E/S que hacen posible la conexión de la CPU con la planta y la identificación de las señales de ésta mediante una tabla de direcciones. Dada la modularidad característica de los autómatas, en casi todos ellos puede ampliarse el número de E/S mediante la conexión a la CPU de módulos de expansión con interfaces de E/S adicionales. En cuanto al sistema de entradas/salidas, las configuraciones pueden ser:
a) Sistema de E/S centralizado: es aquel en el que las interfaces de E/S se comunican con el autómata directamente a través de su bus interno, o a lo sumo mediando un amplificador de bus si se emplea un bastidor de ampliación, pero sin mediar procesadores de comunicación.
b) Sistema de E/S distribuido: es aquel en el que se necesitan procesadores de enlace de E/S conectados sobre el bus interno para la comunicación entre los módulos de E/S y la CPU. Estos procesadores de enlace son los encargados de amplificar, serializar y transmitir las informaciones entre las expansiones y la CPU del autómata base, mediante una línea común. En función de las distancias de conexión y de las prestaciones del enlace distribuido, éste puede ser local o remoto.
En cuanto a la capacidad de almacenamiento (memorias), en general los autómatas disponen de suficiente memoria como para realizar el mando y control de la mayoría de los procesos industriales, si bien en casos de aplicaciones con gran volumen de información a gestionar puede ser necesaria la instalación de una memoria de masa adicional que, conectada directamente a las unidades de programación y bajo el control de la CPU puede intercambiar datos con la memoria de trabajo.
Son muchos los automatismos industriales que necesitan de una cadena de realimentación para poder ejecutar un control en lazo cerrado con una regulación precisa y rápida. La cadena de realimentación se alimenta de las magnitudes de la planta a controlar (entradas), que son captadas mediante sensores o transductores y cuyas salidas han de adaptarse en unos circuitos llamados de interfaces para su procesamiento por el autómata.
Por otra parte, las débiles señales de control generadas por el autómata han de actuar, generalmente previa amplificación, sobre la parte de potencia de la planta. A los elementos finales que actúan sobre la parte de potencia de la planta se les denomina accionamientos, y a los elementos intermedios que interpretan las señales de control y las amplifican se les denomina pre accionamientos.
En el control de cualquier proceso ha de existir un diálogo entre el operador y la máquina a controlar (diálogo hombre-máquina), y una comunicación entre el sistema de control y la máquina a controlar. Traducido lo anterior a un autómata, supone que a éste le lleguen un conjunto de señales, de mando y de realimentación que se denominan entradas.
Por otra parte, el operador ha de conocer ciertos datos sobre la evolución del proceso y los accionamientos han de recibir las órdenes precisas para controlarlo, a todo lo cual se denominan salidas.
A todo el conjunto de entradas-salidas (E/S), se le denomina comúnmente medios de diálogo operador-máquina y máquina-controlador. Tanto las entradas como las salidas pueden consistir en señales todo-nada (final de carrera, electro válvula, etc.), señales analógicas (velocidades, temperaturas, presiones) y señales digitales (contadores).
Una característica ventajosa y esencial de los autómatas programables, frente a otros controladores digitales, es el disponer de un bloque de interfaces E/S muy potente que les capacita para conectarse directamente con los sensores y accionamientos del proceso. De ahí que de la adecuada elección de las interfaces E/S se derive una alta fiabilidad y disponibilidad del sistema.
Teniendo en cuenta lo anterior, es frecuente que sistemas de control complejos que incorporan un ordenador central con gran potencia de cálculo, utilicen como elemento de interface con el proceso industrial un autómata programable. Además de los tipos de interface que intervienen en el proceso industrial propiamente dicho, existen otros tipos de interface dedicados a funciones específicas que incluso incluyen su propia CPU. Además de las interfaces estándar digitales y analógicas, disponibles para todas las gamas de autómatas, existen otros tipos de interfaces llamadas específicas que, de modo opcional, pueden ser incorporadas al autómata base como tarjetas o módulos en las máquinas de las gamas media y alta.
Tales interfaces específicas hacen posible la conexión con elementos o procesos particulares de la planta, pudiendo realizar funciones muy variadas: manejo de señales particulares (códigos binarios, impulsos, señales analógicas débiles, etc.), regulación (PID, comparadores, control numérico), presentación de sinópticos y control (SCADA), posicionamiento de ejes, contadores rápidos, etc.
Por la función que realizan, las interfaces específicas pueden clasificarse como: de E/S especiales, de E/S inteligentes, y procesadores periféricos inteligentes. Las interfaces con E/S especiales son interfaces análogas a las estándar pero que tratan señales particulares por su forma o por su aplicación, pero sin ningún control sobre las variables de la planta.
El tratamiento de las señales está predeterminado y no es modificable por el usuario que sólo puede actuar sobre los modos de trabajo o algún parámetro de la tarjeta mediante instrucciones de programa o por micro-switchs externos. Las interfaces con E/S inteligentes permiten diferentes modos de configuración ordenados por programa, e incorporan un control elemental que posibilita, utilizando señales binarias propias de la tarjeta, establecer lazos de regulación ON-OFF sobre variables de la planta, en funcionamiento transparente para la CPU. Desde la CPU y por el programa de usuario se envían las consignas y controles necesarios a estas interfaces. Tal forma de actuar descarga de trabajo a la unidad central y mejora de paso la capacidad de direccionamiento al poder acceder a señales de E/S que no han de aparecer en su memoria imagen.
Finalmente, los procesadores periféricos inteligentes son tarjetas o módulos que disponen de su propio procesador, memoria y puntos auxiliares de E/S. Tales procesadores incorporan de origen un programa o intérprete de programa especializado para la ejecución de una tarea específica, al que sólo se le han de fijar las consignas y los parámetros de aplicación para que, de forma autónoma y sin intervención de la CPU principal ejecute el programa de control.
Los procesadores periféricos, de uso mucho más general que las interfaces con E/S inteligentes, necesitan de mucha más información para definir, además de la configuración del periférico: las condiciones de aplicación y de entorno, las condiciones de control (respuesta en función de la evolución del proceso) y las consignas a seguir. A todos los anteriores valores, que en definitiva no programan sino que parametrizan la tarjeta, se les denomina programa de la interface y son enviados al periférico desde la CPU principal o desde la unidad de programación. Aunque las tareas que realizan las interfaces específicas podrían realizarse por el programa de usuario desde la CPU principal, su especialización permite evitar o minimizar problemas tales como:
a) Parte de las E/S estándar del autómata serían ocupadas para el tratamiento, a veces sin éxito, de señales específicas que por su naturaleza (por ejemplo tiempo de respuesta), pueden requerir un tratamiento especial,
b) El aumento de la dificultad de programación.
c) El incremento del tiempo de ciclo del autómata que retardaría las reacciones del mismo ante el proceso y que, en el caso de procesamiento rápido de señales causaría problemas.
El autómata es una máquina electrónica integrando elementos de hardware que son capaces de comunicarse físicamente con un proceso para: a) Recibir desde el proceso algunas variables (analógicas o digitales) que determinan su estado y que se denominan señales de entrada, y b) Enviar otras variables que modifiquen tal estado en un determinado sentido, y que se denominan señales de salida.
Por su condición de programable, es necesaria la intervención de un operador humano que defina cómo ha de evolucionar el proceso y que intercambie información con el autómata para: a) Establecer mediante una secuencia de instrucciones (programa), cuál ha de ser la ley general de mando. De la ejecución de tal programa se obtienen las señales de salida o de control; y b) Intervenir, esporádica o continuamente sobre el proceso a efectos de informarse de su estado o de modificar su evolución. Al apartado a) se le denomina programación del autómata y a la secuencia de instrucciones programa de la aplicación. Al apartado b) se le llama comúnmente explotación de la aplicación, mediante la cual se pueden modificar ciertos parámetros (consignas, tiempos, módulos de cuenta, etc.), pero no modificar el programa.
Las intervenciones sobre la planta se realizan normalmente mediante el autómata, si bien en casos de fuerza mayor (parada de emergencia por motivos de seguridad), el operador puede actuar directamente sobre el proceso. El intercambio de información entre autómata y proceso corre a cargo de las interfaces de E/S, en tanto que la comunicación con el operador para programación/explotación requiere de un software que haga de intérprete entre el sistema real y los deseos del usuario.
De este modo puede decirse que este software es el conjunto de programas que posibilitan la utilización del hardware para el control y la explotación de las aplicaciones.
De acuerdo con la anterior definición, las herramientas de software son clasificables
como:
a) Sistemas operativos residentes en el propio autómata que tienen la misión de establecer las secuencias de intercambios de información, interpretar y ejecutar las instrucciones del usuario y vigilar el correcto funcionamiento del equipo.
b) Software de edición/depuración de programas, que permite al usuario introducir su propio programa sobre soportes físicos tipo cinta, disco, etc., modificarlo para perfeccionarlo, obtener la documentación que se precise del proceso y, en su caso sacar copias de seguridad. Según los casos, el software de edición/depuración puede ser residente, es decir está instalado en la máquina o, es instalable sobre un terminal denominado unidad de programación que a su vez puede ser autónoma o dependiente de la CPU.
Las misiones de la unidad de programación son fundamentalmente: a) Permitir la edición, depuración y modificación del programa y, b) Servir de interface física entre el usuario y el
autómata, a fin de poder transferir programas y realizar la supervisión y el control del equipo.
Las instrucciones u órdenes que el usuario introduce en el programa han de ser entendibles por el autómata, es decir que han de ser codificadas mediante los lenguajes de programación y explotación prefijados por el fabricante.
Por tanto, el lenguaje de programación puede definirse como el conjunto de símbolos y textos, entendibles por la unidad de programación, que utiliza el usuario para codificar sobre un autómata las leyes de control que desea. Asimismo, el lenguaje de explotación se definiría como el conjunto de comandos y órdenes que, desde la CPU u otro terminal adecuado, puede enviar el usuario para conocer el estado del proceso, y en su caso para modificar alguna variable.
En esencia, el usuario introduce su secuencia de instrucciones (programa) en la unidad de programación, en un lenguaje que entienden ambos. La unidad de programación compila (convierte) las instrucciones del programa a unos códigos binarios, únicos que entiende el autómata (código máquina del autómata) y los almacena en la memoria.
Finalmente el sistema operativo residente interpreta tales códigos binarios para activar los recursos físicos que requiere la ejecución del programa (procesador, interfaces E/S, etc.). En la tarea de programación del autómata, es decir de establecer el programa a introducir en la unidad de programación, han de seguirse los siguientes pasos:
1. Establecer mediante un diagrama de flujo, una descripción literal o gráfica (GRAFCET) que indique qué es lo que se quiere que haga el sistema y en qué orden.
2. Identificar las señales de E/S del autómata.
3. Representar de forma algebraica (instrucciones literales o de textos) o gráfica (símbolos gráficos) un modelo del sistema de control con las funciones que intervienen, con las relaciones entre las mismas y con la secuencia a seguir.
4. Asignar a cada uno de los elementos que figuran en el modelo direcciones de E/S o internas.
5. Codificar la representación del paso 3 en instrucciones o símbolos entendibles por la unidad de programación (lenguaje de programación). Cada instrucción del programa consta de dos partes: el código de operación, que dice qué se ha de hacer y el código de los operandos (identificados por su dirección) que dicen sobre qué variables, o constantes, se ha de operar.
6. Transferir el conjunto de instrucciones escrito en la unidad de programación a la memoria del autómata.
7. Depurar, poner a punto el programa y guardar una copia de seguridad.
En cuanto a los lenguajes de programación a utilizar: literales o gráficos ha de decirse que depende de la aplicación a que se destina e incluso de la costumbre o hábito del programador. No obstante seguidamente se comentan las características fundamentales de ambos:
a) Lenguajes literales: formados por instrucciones elementales del programa, cada una de las cuales es una secuencia de textos. Las instrucciones disponibles dependen de la complejidad del lenguaje y van desde muy sencillas funciones lógicas (AND, OR, NOR) hasta las estructuras complejas de programación de alto nivel (FOR ... NEXT, DO, WHILE, etc.), o instrucciones de manipulación de textos y valores numéricos, o instrucciones de acceso a bloques secuénciales (TIM, CNT, etc.).
b) Lenguajes gráficos: tienen su origen en los esquemas eléctricos de relés y utilizan símbolos de contactos y bobinas para las instrucciones básicas y símbolos de bloques lógicos para las extensiones al lenguaje, con una potencia similar a la de los lenguajes literales de alto nivel y con la ventaja de visión de conjunto que proporciona la representación gráfica.
En la automatización de procesos usuales, de no mucha complejidad (cadenas de montaje, control de máquinas, etc.), puede utilizarse indistintamente un programa a base de lista de instrucciones o uno a base de diagrama de contactos, lenguajes básicos para la mayoría de autómatas. Tanto es así que varios fabricantes prevén en su software de programación sobre PC la posibilidad de trans codificación entre ellos con sencillas operaciones de compilación/descompilación.
Para aplicaciones complejas que requieran manipular largas cadenas de caracteres, realizar muchos cálculos, utilizar subrutinas o bloques de programación específicos (regulación PID, posicionamiento de ejes, contaje rápido, etc.), podría ser necesaria la utilización de lenguajes literales de alto nivel que también permiten programar sencillas sentencias booleanas o manejar contadores y temporizadores como listas de instrucciones.
La tendencia actual de los fabricantes en cuanto a los lenguajes de programación se centra en integrar los lenguajes antedichos en un lenguaje mixto que aúne la claridad de los lenguajes gráficos para las funciones combinacionales y secuénciales con la compacidad de los literales para el manejo de textos y los cálculos matemáticos.
Para el logro del mencionado lenguaje mixto se ha de actuar en los siguientes campos:
a) Potenciar el uso de estructuras de programación avanzada en los lenguajes gráficos (GRAFCET a menor nivel) y aumentar el número de las actuales instrucciones de expansión,
b) Permitir el uso de instrucciones literales dentro de un programa gráfico, tratándolas como tales instrucciones dentro del programa o como subrutinas accesibles desde él.
c) Desarrollar herramientas de edición con las que el usuario pueda almacenar sus sentencias en un bloque de expansión dentro de la librería disponible.
En definitiva y en lo referente a los lenguajes de programación, se prevé una evolución de los lenguajes gráficos en el sentido de hacerlos más potentes, más abiertos y de más fácil manejo por el usuario que, progresivamente podrá desarrollar sus aplicaciones sobre terminales tipo PC.
Los bloques funcionales, de mayor o menor complejidad, añaden al lenguaje básico instrucciones preprogramadas por el fabricante, de uso general en automatización (contadores, temporizadores, transferencias, registros, etc.) aumentando así la potencia de cálculo del autómata y simplificando su programación.
Tales bloques, que pueden introducirse en programas escritos en lenguajes literales, lenguajes de alto nivel y lenguajes gráficos, se clasifican en dos grupos en función de su forma de operar y su disponibilidad en el programa:
a) Bloques secuénciales básicos: aquellos que son de uso generalizado en todo tipo de autómatas, incluidos los de la gama baja (contadores, biestables, temporizadores y registros de desplazamiento).
b) Bloques de expansión o funciones: son los que hacen posible el tratamiento de variables numéricas y el registro de datos, con sentencias aritméticas (comparación, transferencias, etc.), aumentando así la potencia del lenguaje.
Los bloques secuénciales básicos se pueden considerar parte de los lenguajes básicos del autómata, en tanto que los bloques de expansión son extensiones de aquellos. El usuario ha de adaptar los anteriores bloques funcionales a sus particulares necesidades fijando las condiciones de trabajo: nombre de los registros con los que desea operar (direcciones), valores de temporizaciones en los temporizadores, direcciones de origen y destino en las transferencias, etc.
Los bloques funcionales, en su caso más general hacen intervenir tres tipos de variables asociadas: a) Condiciones de operación (entradas): son las que definen la habilitación y control del bloque, b) Operandos de función: son aquellos sobre los que actúan las sentencias preprogramadas del bloque funcional, y c) Salidas asociadas cuyo estado depende de la ejecución del bloque.
A su vez, los operandos de función pueden ser: a) Parámetros iniciales que normalmente permanecen inalterados una vez fijados por programa o transferidos desde consola, y b) Datos de operación (constantes o variables expresadas en palabras de 8/16 bits y que muestran el estado de valores internos, E/S, resultados, etc.
Los datos (numéricos o alfanuméricos) que se usan como operandos pueden corresponder a:
a) Constantes (números o caracteres ASCII) definidos en el programa.
b) Textos preprogramados escritos en alguna unidad de memoria o dispositivo exterior.
c) Variables numéricas (caso más usual) en: contadores o temporizadores (valores actuales), registros internos, canales de datos de 8/16 bits de E/S (p.e. resultado binario
de una conversión A/D).
A pesar de que el usuario puede definir en su programa los anteriores datos en cualquier base (decimal, BCD, hexadecimal, etc), siendo que los datos internos que maneja el autómata son siempre binarios, han de ser convertidos automáticamente por el intérprete a tal base.
Según los fabricantes, un bloque funcional es considerado como elemento de un diagrama de contactos o como una sentencia literal en lista de instrucciones (con ciertas reglas de sintaxis).
Los programas de autómata para un proceso determinado pueden escribirse según estructuras monotarea y multitarea.
Si se define la tarea como un conjunto de sentencias ejecutables que describen un tratamiento limitado y concreto sobre ciertas variables de un proceso, una estructura monotarea sobre una aplicación determinada es la que se desarrolla sobre una tarea única incluyendo la totalidad del programa, con todas sus variables de E/S y todas las sentencias de operación. Por el contrario, una estructura multitarea es aquella en que el programa está integrado por subprogramas, independientes o no, dando lugar a tareas aisladas referidas a tratamientos parciales y particulares de la aplicación (comunicaciones, supervisión, etc.).
Cuando la estructura es monotarea, la totalidad del programa (tarea única) se ejecuta periódicamente siguiendo un ciclo único de operación, en tanto que en estructuras multitarea se desarrollan varios ciclos a la vez durante la ejecución, uno por tarea, pudiendo además ejecutarse periódicamente o no las distintas tareas.
En cualquier caso, el ciclo de operación de cualquier tarea (tanto en estructuras mono como multitarea), recorre la típica secuencia de cuatro pasos: 1)Recogida de entradas. 2) Escrutinio del programa (de la tarea en operación). 3) Actualización de salidas, y 4) Servicio a terminales de explotación y/o periféricos.
Como puede verse, en una estructura multitarea cada tarea constituye una unidad de programación completa, con sus propias E/S, variables internas e instrucciones de control, lo cual permite optimizar la ejecución cuando se dispone de un hardware con varios procesadores adaptados a los distintos tipos de tratamiento de la información (tratamiento de textos, booleano, regulación, etc.). Como contrapartida, este hardware multiprocesador ha de ser coordinado por un gestor de recursos (software) que asegure a cada tarea el acceso a los mismos y evite la conflictividad en su uso compartido.
En efecto, el gestor de recursos es un ente software que puede ser parametrizado por el usuario a fin de fijar las prioridades de las tareas de su programa, y que dependiendo del fabricante puede correr sobre una CPU coordinadora (específica) o sobre la CPU principal.
Del mismo modo que los procesadores periféricos montados en bastidor pueden considerarse como parte de una misma unidad de control, los programas que se ejecutan sobre ellos (con lectura y generación de señales sin intervención de la CPU principal) pueden también considerarse como parte de un tratamiento multitarea.
La clasificación anterior de estructuras de programación (mono y multitarea), fuertemente dependiente de la configuración del hardware de la unidad de control, no ha de confundirse con las metodologías de programación a utilizar.
En efecto, una vez elegida para la aplicación a desarrollar un tipo de estructura mono o multitarea para su programación, cada una de las tareas parciales ha de ser programada en una secuencia de sentencias que puede obedecer a una metodología de programación lineal o estructurada.
En cuanto a la metodología a utilizar se dice que la programación es lineal cuando las sentencias están ordenadas en el mismo orden en que se van a consultar, y en su caso a ejecutar. Por el contrario, se dice que la programación es estructurada cuando la tarea de control está repartida en módulos o subprogramas relativos a distintas funciones y cuya ejecución puede ser necesaria varias veces dentro de un mismo ciclo de ejecución del autómata.
A pesar de que la programación estructurada de una tarea se realiza con mayor eficiencia en autómatas con coprocesadores en su CPU que estén especializados en las funciones de cada subprograma, resulta también posible sobre autómatas con CPU única, que ejecutará los subprogramas o módulos en el orden en que sean llamados por el programa principal. En este sentido ha de hacerse constar que existen módulos pregrabados por el fabricante (para realizar tareas concretas o gobernar interfaces específicas) que pueden ser adaptados por el usuario a su aplicación concreta con sólo parametrizarlos adecuadamente.
En resumen, puede decirse que si bien, tanto los tratamientos monotarea como los multitarea pueden desarrollarse en autómatas con un solo procesador o con varios procesadores, ha de ser el programador quien según la complejidad de la aplicación, la estructure o subdivida de la forma más eficiente posible de acuerdo con los recursos hardware de que disponga.
Finalmente, obsérvese como la programación en lenguajes gráficos también puede ser considerada como una programación estructurada especialmente útil para la programación de los procesos secuénciales.
En cualquier aplicación con autómata programable, tanto durante la fase de concepción, edición y depuración del programa como durante la fase de operación o explotación del sistema, es necesaria una comunicación o diálogo hombre-máquina. En la primera fase el hombre (programador) carga el programa en la memoria del autómata, verifica su funcionamiento observando la evolución de las variables (monitorización) y en su caso modifica su estado en variables lógicas o su valor en variables alfanuméricas (forzado).
En la segunda fase o fase de explotación, sigue siendo conveniente y a menudo imprescindible la comunicación entre el hombre (operador) y la planta, a fin de conocer (monitorizar) a través del autómata los valores de ciertas variables claves para el correcto desarrollo del proceso y su control, variables que en su caso pueden modificarse (forzado).
Las comunicaciones descritas entre el hombre (programador/operador/usuario) y el autómata se realizan mediante dispositivos específicos o mediante la utilización de un entorno software que corre sobre un PC. Los dispositivos específicos, genéricamente denominados Unidades de Programación y Servicio proporcionan la comunicación entre el programador y la máquina en la fase de programación y la comunicación entre la planta y el usuario en la fase de observación y control (explotación).
Las anteriores comunicaciones se realizan siempre sobre el autómata, que para ello dispone de los conectores adecuados, en la CPU para la programación y en la CPU o procesadores auxiliares de comunicaciones para la explotación y el servicio. En general existe una gran variedad de dispositivos que se pueden conectar a un autómata, bien directamente o vía modem, aportando soluciones a necesidades del proceso muy dispares: unidades específicas de programación o entornos software sobre PC, para la edición y puesta a punto de programas de autómata; unidades de explotación desde un visualizador de baja funcionalidad hasta un terminal gráfico interactivo pasando por visualización de mensajes asociados a la evolución del programa, impresión de textos, intercambio de datos con otros equipos, etc.
La finalidad primordial de la automatización industrial es la de gobernar la evolución de un proceso sin la intervención, salvo esporádica, de un operador. Cuando se trata de procesos de fabricación rígidos con poca variación en el tiempo o de tipo independiente y sin interrelación con tratamientos anteriores o posteriores, la finalidad se logra programando sobre los controles locales de la planta las instrucciones de control que se deseen y cerrando los bucles de control precisos para que los valores de las variables significativas estén dentro del intervalo fijado por las señales de consigna.
La mayoría de los procesos industriales no cumplen las condiciones del punto anterior, sino que han de ser flexibles adaptándose a determinados aspectos y además están fuertemente interrelacionados entre sí no ya sólo por exigencias de factores propios de la producción sino por otros ajenos como por ejemplo la calidad total, minimización de costes de stocks, ahorro de energía, etc.
Tales necesidades han motivado la aparición de sistemas automatizados de control muy complejos que han de ser dotados de funciones adicionales a las básicas de ejecución de tareas y monitorización del proceso. Cuestiones tales como la gestión de menús de producción, la toma automatizada de decisiones, generación de históricos, gestión de alarmas, emisión de informes, etc. han de ser atendidas en procesos de cierta complejidad.
Las funciones asociadas a los niveles de control de producción y supervisión de planta en un modelo jerárquico de automatización requieren el conocimiento de la realidad de la planta y la capacidad de interactuación sobre ella. Los sistemas digitales que utiliza la informática industrial son actualmente capaces de implementar sobre la pantalla de un ordenador los paneles de control tradicionales con indicadores luminosos, pulsadores, interruptores y aparatos de medida cableados de forma rígida, con altos costes de instalación y mantenimiento. Con una supervisión inteligente que permita al operador interactuar de forma dinámica con el proceso, y con la ayuda de factores tales como la capacidad de almacenamiento y proceso del ordenador y su facilidad de comunicación con los controladores de planta, tal operador detecta de inmediato las variaciones significativas en el proceso en tanto observa su evolución en el tiempo y sus tendencias.
Para un sistema típico el control directo de la planta corre a cargo de los autómatas programables, en tanto que el ordenador a ellos conectado se encarga de las funciones de diálogo con el operador, tratamiento de la información del proceso y control de la producción. Con tal estructura, el ordenador se limita a la supervisión y control de los elementos de regulación locales instalados en la planta y al tratamiento y presentación de la información, pero no actúa directamente sobre la planta. Aunque eventualmente el ordenador podría ejercer acciones directas de control como lecturas de sensores o activación o desactivación de actuadores, dotado de un hardware adicional conectado a sus buses internos, no es usual tal forma de actuación.
Apoyándose en la estructura de dispositivos locales, el ordenador u ordenadores se conectan a ellos mediante líneas de interconexión digital, tales como buses de campo o redes locales por las que reciben información sobre la evolución del proceso (obtención de datos) y envía comandos u órdenes del tipo arranque, parada, cambios de producción, etc. para su gobierno (control de producción).
A los programas requeridos y, en su caso el hardware adicional necesario, se les denomina genéricamente como sistemas SCADA (Supervisory Control And Data Acquisition) y pueden ofrecer prestaciones avanzadas como:
a) Crear paneles de alarmas, con registro de incidencias que exijan la presencia del operador para darse por enterado de una parada o una situación de alarma.
b) Posibilidad de generación de históricos de señales de planta que pueden ser volcados sobre una impresora o sobre una hoja de cálculo para su procesado inmediato.
c) Imprimir informes, avisos y documentación varia sobre la evolución del proceso.
d) Ejecutar programas modificando la ley de control o cambio total del programa ante determinadas condiciones en el proceso.
e) Posibilidad de una programación numérica que posibilite la realización de complejos cálculos matemáticos sobre la CPU del ordenador, más especializada que la del autómata.
Con las anteriores prestaciones es posible desarrollar aplicaciones basadas en el PC que recoja los datos, analice las señales, haga presentaciones en pantalla, envíe datos a impresora o disco, controle actuadores, etc.
En general, un paquete SCADA incluye dos programas: Editor y Ejecutor (Run-Time). Con el Editor se generan las aplicaciones antes descritas haciendo uso de los editores, macros, lenguajes y ayudas de que dispone, y con el Ejecutor se compilan a fin de obtener el fichero .EXE de ejecución.
Un sistema SCADA podría definirse como una aplicación software diseñada especialmente para funcionar sobre ordenadores de control de producción, comunicada con la planta mediante interconexión digital con los reguladores locales básicos y, con el usuario mediante interfaces gráficas de alto nivel como pantallas táctiles, lápices ópticos, ratones, etc.
Desde la pantalla del ordenador, que es configurada por el usuario y es fácilmente modificable, el sistema permite la comunicación con los dispositivos de campo (controladores autónomos, autómatas programables, sistemas de dosificación, máquinas de control numérico, etc.) para controlar el proceso de forma automática. Además, de toda la información generada en el proceso productivo, se envía a cada usuario de la empresa (supervisión, ingeniería, control de calidad, mantenimiento, etc.) la que necesita.
A fin de que la instalación de un sistema SCADA sea perfectamente aprovechada debe cumplir ciertas condiciones:
a) Ha de ser un sistema de arquitectura abierta, capaz de ampliarse y acomodarse a necesidades cambiantes.
b) Ha de permitir una fácil comunicación y de forma transparente para el operador, tanto con el equipo de planta (drivers de comunicación con API, CN, PID, etc.) como con el resto de la empresa (gestión y acceso a redes locales).
c) Ha de utilizar programas fáciles de instalar, con no demasiadas exigencias de hardware, sencillos de utilizar, y disponiendo de interfaces afines al usuario, tales como imágenes, sonido, pantallas táctiles, etc.
Cumpliendo tales condiciones, el sistema SCADA llega a ser una herramienta fundamental en la organización del proceso productivo permitiendo el establecimiento de estrategias avanzadas de gestión con respuestas inmediatas de la producción. Como soporte hardware de los programas SCADA se utilizan normalmente ordenadores convencionales (miniordenadores PC, ordenadores portátiles y estaciones de trabajo).
Aunque pueden emplearse arquitecturas económicas basadas en ordenadores PC con sistema operativo DOS/Windows y software adicional con funcionalidades del tipo interrupciones, comunicación en red, etc., para mejorar sus prestaciones, la utilización
de ordenadores con sistemas operativos más completos (VAX/VMS, Unix, Windows NT, etc.) y arquitecturas cliente-servidor aptas para compartir recursos informáticos (datos y aplicaciones) permiten ofrecer programas capaces de atender simultáneamente a varios servicios. Por ejemplo, un operador puede estar viendo informes de incidencias desde un ordenador industrial con sistema operativo Unix en tanto que otro está modificando la evolución del proceso desde una estación de trabajo y un tercero monitorizando la situación en planta desde un PC. Estas arquitecturas cliente-servidor se utilizan en grandes aplicaciones a fin de repartir los datos procesados entre distintos ordenadores. Por ejemplo se podrían establecer nudos separados a modo de servidores para la demanda de tareas tales como monitorización y procesado de alarmas, comunicación con los dispositivos de E/S de campo, registro y almacenado de datos para históricos, análisis de tendencias, etc.
Un factor esencial a tener en cuenta para la elección del sistema es la capacidad del sistema operativo sobre el que corre la aplicación para soportar multitarea y/o multiusuario. La capacidad multiusuario es de utilidad cuando en aplicaciones complejas se han de disponer en lugares separados funciones específicas en cada uno de ellos. Tales sistemas usualmente se articulan mediante redes de área local. Para aplicaciones de media y baja complejidad, actualmente es habitual la utilización de ordenadores PC, con una CPU tanto más potente cuanto menores sean los tiempos de respuesta exigidos y configuraciones tanto más robustas cuanto más agresivas sean las condiciones ambientales de la aplicación.
A pesar de leves inconvenientes, Windows se mantiene como el sistema operativo típico de soporte con un paquete software SCADA que corre sobre él en multitarea y monousuario. Windows aprovecha las ventajas de un entorno familiar multitarea con un intercambio de datos entre aplicaciones muy sencillo (DDE, OLE,OPC), una potente interfaz de usuario (GUI) y características de sistema abierto para incorporar fácilmente nuevos software de interfaz audiovisual o multimedia.
Mediante interfaces serie estándar (RS-232, RS-422 o RS-485) y utilizando los protocolos adecuados, ya incluidos en el propio SCADA, se realiza la comunicación con los elementos de campo.
También es importante saber el número de pantallas gráficas de representación (sinópticos) que el sistema puede soportar, así como el número máximo de variables a manipular. Finalmente son también datos a considerar la capacidad de intercambio de datos con otros entornos como dBase o Excel para integrar sus funciones dentro de la aplicación (cálculos estadísticos, gráficos, presentaciones, etc.) y, la posibilidad de programación de funciones complejas incluyendo en el SCADA ficheros y rutinas escritos en lenguajes de propósito general (C, Pascal, Basic, etc.).
Para la selección de un paquete SCADA, como en la mayoría de aplicaciones informáticas, han de distinguirse las dos posibilidades siguientes:
a) Puede encargarse a una empresa especializada el desarrollo de un software (y eventualmente incluso el hardware), específicamente orientado a una aplicación concreta. En el encargo se definen las especificaciones del cliente: pantallas, sinópticos, señales de control, históricos, informes, gráficos, etc. que la empresa programa y compila en una aplicación cerrada, como un traje a medida. La ventaja de esta posibilidad es que el programa responde perfectamente a los deseos del cliente (usuario), pero como inconveniente la dependencia del programador y la dificultad de obtener los protocolos de comunicación con los actuales elementos de campo y los que en el futuro puedan instalarse.
b) La otra posibilidad consiste en la utilización de un paquete genérico comercial que, el usuario ha de parametrizar adecuadamente para adaptarlo a su aplicación particular. Con esta solución, el usuario puede desarrollar su aplicación ayudándose de los editores gráficos y funcionales y de los drivers de comunicación suministrados por el proveedor. Para tal desarrollo, el usuario dibuja los sinópticos de planta indicando las variables y textos que quiere visualizar, define las relaciones entre variables, configura las comunicaciones, etc., es decir, parametriza el paquete de acuerdo con sus necesidades actuales, si bien este permanece abierto a modificaciones o ampliaciones posteriores hasta donde lo permita la licencia del suministrador del paquete o su capacidad.
Esta última posibilidad es la más utilizada en aplicaciones de media y baja complejidad dadas sus características de modularidad, escalabilidad y autonomía. No obstante, sea cual sea la solución adoptada, el sistema SCADA ha de realizar las tres funciones principales siguientes: a) Recoger la información que ha de procesar y almacenar (adquisición de datos). b) Visualización de la evolución del proceso (monitorización) y c) Modificar, si es necesario, la evolución del proceso actuando directamente sobre él o sobre los reguladores autónomos básicos tales como alarmas, consignas, menús, etc. (supervisión y control).
Para el desarrollo de las tres funciones expuestas el sistema dispone de los siguientes bloques software que se irán viendo. El módulo de configuración define el entorno de trabajo de su sistema SCADA y lo adapta a su aplicación particular. En efecto, con él define las pantallas de texto o gráficas que quiere utilizar, para lo cual las genera desde el mismo sistema SCADA o las aprovecha de otra aplicación anterior, apoyándose en el editor gráfico que incorpora y con el que puede dibujar a nivel de pixel cualquier figura o utilizar elementos ya disponibles, tales como círculos, cuadrados, líneas, etc. con las funciones clásicas de mover, copiar, desplazar, etc.
Una vez definidas las pantallas, se establece la relación entre ellas determinando el orden de presentación, los enlaces y su accesibilidad a diferentes operarios. Teniendo cada pantalla asociadas sus propiedades configurables, el mantenimiento de las mismas resulta sencillo. Igualmente, en esta fase de configuración se seleccionan los drivers de comunicación para el enlace con los elementos de campo y su conexión o no en red. En ciertos sistemas es también en esta fase de configuración donde se definen las variables a visualizar, procesar o controlar, identificadas por nombres o etiquetas para su posterior referenciado y programación.
El ordenador habilita las funciones de supervisión de la planta al operador mediante una ventana abierta a la planta desde el teclado, el ratón y el monitor. El proceso a supervisar es representado por sinópticos gráficos, almacenados en el ordenador de proceso y generados previamente en la fase de configuración. Los cambios que se producen en la planta a lo largo del tiempo pueden ser contemplados en el gráfico mediante zonas dinámicas que varían con tales cambios. En efecto, los sinópticos presentan zonas activas cambiantes en forma y color, siguiendo la evolución del proceso en la planta o las acciones del operador.
Así por ejemplo la pantalla podría configurarse de modo que muestre las tres áreas siguientes: a) proceso global, b) partes significativas del proceso y c) zona con esquema de asignación de teclas para el mando de las posibles acciones. Cada una de las zonas pueden asimismo incluir valores numéricos o alfanuméricos de variables según la evolución de la planta.
Han de tenerse en cuenta ciertas consideraciones o consejos que ayudan al diseño de pantallas:
a) La apariencia de las pantallas ha de ser tal que muestre zonas diferenciadas para presentar la planta (sinópticos), las botoneras y entradas de mando (control) y, los mensajes de salida del sistema (estados, alarmas).
b) El proceso se debe representar preferentemente con sinópticos desarrollados de izquierda a derecha siguiendo el hábito de lectura y escritura.
c) Es conveniente que las señales de control estén agrupadas por funciones, y que la información sobre cada elemento gráfico se coloque sobre él.
La utilización de colores hace más cómoda la interpretación rápida de la información, si bien no han de utilizarse demasiado número de ellos.
a) La utilización de colores tales como el rojo (alarma, peligro) o verde (funcionamiento normal) es recomendable.
b) Como complemento a los colores y en previsión de bajas iluminaciones, alto brillo, etc., es aconsejable reforzar las señales de alarma y peligro acompañándolas de símbolos, intermitencias, gráficos dinámicos, etc., si bien cuando se utilicen intermitencias, éstas no deben afectar al mensaje a fin de no dificultar su lectura.
Para procesos complejos puede haber necesidad de definir varias pantallas dentro de la misma aplicación, disponiendo cada una de ellas de sus sinópticos, zonas activas y variables asociadas, y representando distintas secuencias como parte del proceso global.
El cambio de pantallas se produce automáticamente según va evolucionando el proceso o bien a petición del operador. Ante una situación anormal, el sistema además de reaccionar ante tal situación en la forma preprogramada, puede sugerir al operador en forma de texto una orientación sobre qué acciones correctoras debe ejercer.
Las actuaciones del operador pueden ser, bien sobre variables intermedias en el ordenador o autómata, o bien sobre variables directas de la planta, posicionando el ratón sobre alguna zona activa y modificando el valor de la variable seleccionada.
Determinadas acciones de mando pueden estar reservadas sólo a operadores autorizados que para ejercerlas han de activar previamente su código personal.
Sobre cada pantalla o zona activa es posible programar relaciones entre variables del ordenador o autómata, que se ejecutarán continuamente en tanto la pantalla esté activa. Tales programaciones se realizan mediante bloques escritos en lenguajes de alto nivel (Pascal, C, etc.), o parametrizando macroinstrucciones suministradas por el fabricante, y pueden llevar asociada una plantilla de tiempos para definir su frecuencia de ejecución. Usualmente el sistema SCADA utiliza a los dispositivos de campo (generalmente autómatas) como controladores directos de planta, reservándose para sí la supervisión (control del proceso, análisis de tendencias, generación de históricos, gestión de alarmas, etc.).
El programa de mando que el sistema SCADA ejecuta de forma automática, relaciona las variables para conseguir:
a) Acciones de mando automático, previamente programadas, función de las señales de entrada, salida o sus combinaciones.
b) Maniobras o secuencias de acciones de mando.
c) Animaciones sobre figuras y dibujos que relacionen su color, forma, tamaño, parpadeo, etc. con el valor actual de ciertas variables.
d) Procedimientos de arranque/parada del proceso (en frío, en caliente, condicionado al valor de ciertas variables, etc.).
e) Gestión de recetas modificando los parámetros del proceso (estado de variables, conteo, consignas de tiempo, etc.), de una forma preprogramada en función del tiempo o dinámicamente a la vista de la evolución de la planta.
Los comandos (maniobras y secuencias de mando) son las más importantes de las acciones anteriores, puesto que implementan la comunicación hombre-máquina con que el usuario puede controlar el proceso.
Para la entrada de comandos se deberán tener en cuenta de modo general las siguientes consideraciones:
a) Para ordenar una función (cambiar un estado, introducir un valor, etc.), el usuario ha de tener posibilidad de conocer el estado o valor anterior y una explicación de lo que hace la función.
b) Cuando en la entrada a un comando el rango numérico o alfanumérico de entrada esté limitado, será conveniente indicar tal rango en la explicación que acompañe al comando.
c) En el caso de que la explicación que acompañe al proceso sea demasiado larga, puede optarse por: a) Mostrar la explicación en una ventana que se abra específicamente para el comando. b) Recurrir a mensajes giratorios y c) Hacer uso de abreviaturas, símbolos, etc.
d) A efectos de comprobar que un estado o valor ha sido modificado, la planta ha de devolver (feed-back) al usuario el nuevo valor actual.
e) Si dentro de las alternativas posibles en un comando hay una de utilización frecuente, ésta ha de mostrarse como alternativa por defecto, que posteriormente el usuario podrá o no modificar.
f) La aceptación de comandos que supongan acciones de mucha responsabilidad (cambios de producción, detención total, etc.), necesitarán en general de un código (password) de identificación del operador.
g) El usuario, desde cualquier pantalla, ha de poder acceder fácilmente a las paradas de alarma, seguridad o emergencia que habrán de aparecer en gran tamaño y/o en símbolos gráficos.
En el módulo de proceso existe un caso particular de relaciones programadas que constituye lo que se denomina gestión de alarmas, pudiéndose definir intervalos de variación de las variables (lógicas o numéricas), fuera de los cuales se dan condiciones de alarma, y en caso de que varias aparezcan al mismo tiempo, su orden de prioridad. En caso de detectarse una alarma, el sistema, de forma preprogramada, reacciona advirtiendo al operador, con señales acústicas, con textos parpadeantes, con cambios de color, etc.
El operador, ante tal advertencia, puede darse por enterado de la anomalía, modificar alguna variable del proceso o dirigirse a una pantalla auxiliar específica que dé instrucciones de cómo tratar tal alarma.
Las alarmas ocurridas quedan registradas con el estado que las produjo y codificadas como: a) Alarma activa no reconocida, es el caso en que ante una alarma el operador no ha pulsado el botón de enterado y por tanto no ha efectuado ninguna corrección. b) Alarma activa reconocida, el operador ha pulsado el botón de enterado, aunque la alarma permanece activa por no haberse efectuado aun ninguna corrección. y c) Alarma inactiva, el operador ha efectuado las correcciones pertinentes y la alarma se ha eliminado.
En el registro de alarmas quedan reflejados los datos correspondientes a la hora en que se produjeron las alarmas, la hora en que se desactivaron y si el operador se dio o no por enterado de ella.
La gestión y archivo de datos se realiza en bloque del SCADA que los almacena y procesa, codificados de tal modo que puedan ser enviados a impresoras o registradores (hardware) y a hojas de cálculo o bases de datos (software) del propio sistema. Los datos de planta seleccionados pueden ser capturados con una periodicidad fijada y almacenados en formatos adecuados para ser vertidos en forma de históricos, estadísticas, análisis de calidad, etc. a periféricos gráficos o alfanuméricos. Lo anterior es posible gracias a un intercambio dinámico de información entre el SCADA y las aplicaciones que corren bajo el mismo sistema operativo.
Un ejemplo de lo anterior es el protocolo DDE de Windows que hace posible el intercambio de datos en tiempo real, aunque con las limitaciones propias de Windows. A tal fin, el SCADA opera como un servidor DDE cargando en memoria variables de planta que posteriormente serán usadas en diversas aplicaciones. Los datos, después de procesados, pueden presentarse como histogramas, gráficas analógicas, gráficos tridimensionales, etc., formando históricos y resúmenes para el posterior análisis del funcionamiento de la totalidad de la planta que, permitirá conocer la influencia de cada elemento en el proceso y su intensidad. Asimismo, los datos que ha procesado el módulo de control pueden ser enviados de inmediato a ficheros auxiliares donde quedan almacenados hasta ser llamados para su tratamiento posterior.
El bloque de comunicaciones realiza la transferencia de información entre el hardware del SCADA y la planta, y entre aquél y todos los demás elementos de gestión. En el bloque de comunicaciones se encuentran los drivers de conexión con todos los elementos digitales conectados, es decir, los programas software a los que se les encomienda la iniciación de los enlaces, la creación de los formatos, la ordenación de las transferencias, etc. En resumen, la gestión de los protocolos de comunicación, que pueden ser abiertos como FieldBus, ModBus, Map, etc., o específicos del fabricante, caso éste en el que frecuentemente requieren una licencia del mismo para incluirlos en la aplicación. Tanto el protocolo como los parámetros de la aplicación (puertos, velocidad, etc.) son activados de forma automática cuando el usuario elige el modelo de dispositivo E/S de campo: autómatas, lectores de barras, reguladores PID, analizadores, etc., es decir durante la configuración.
En aplicaciones complejas, en los SCADA distribuidos en arquitecturas del tipo cliente servidor, los bloques de comunicaciones son asimismo los encargados de los enlaces (generalmente establecidos sobre una red local) entre los distintos ordenadores de proceso que soportan la aplicación. En el entorno Windows, los módulos Net-DDE aportan todas las ventajas de los protocolos DDE a los sistemas en red, de modo que pueden (sin necesidad de servidores) establecer comunicaciones punto a punto permitiendo la conectividad del software entre aplicaciones que corren sobre diversas plataformas estándar.
Los principios en los que se basa la aplicación del GRAFCET, derivados de los que inspiraron su creación son los siguientes:
a) Ha de definirse el funcionamiento del automatismo con total independencia de los componentes que han de intervenir en el mismo. Ello supone centrar el interés no tanto en la estructura física o en la tecnología a utilizar en el automatismo, sino en la función que ha de realizar.
b) Un sistema automático se divide en dos partes: parte de control (PC) y parte operativa (PO). La parte de control comprende todo aquello que interviene en la automatización del proceso y la parte operativa incluye el resto del sistema. El conjunto PC+PO se relaciona con el medio exterior a través de un diálogo con el operador (diálogo hombre-máquina) y a través de comunicaciones con otros automatismos que operen en el mismo contexto.
c) Cada fase de un proceso es la operación (que se denomina etapa en el lenguaje de GRAFCET), entendida como cualquier acción realizada por el automatismo.
Hay que notar que en una primera aproximación puede dividirse la totalidad del proceso en unas pocas operaciones relativamente complejas, tales como cilindrar, cortar, taladrar, roscar, cambiar herramienta, etc., denominadas macroetapas. Estas macroetapas pueden ser subdivididas a su vez en operaciones más elementales a medida que se progresa en el nivel de detalle. Así, por ejemplo una operación de roscado puede subdividirse en otras más elementales como: impulsar pieza, bloquear pieza, aproximación de herramienta, etc.
a) Inicialmente ha de dividirse un proceso en macro etapas y éstas en etapas elementales, hasta conseguir que las acciones a realizar en cada una de ellas solamente dependan de relaciones combinacionales entre entradas y salidas. Cada una de estas etapas elementales llevará asociada una variable de estado.
b) Ha de realizarse un gráfico de evolución que defina la sucesión de operaciones (secuencia de etapas) y las condiciones lógicas para pasar de una a otra (denominadas condiciones de transición en el lenguaje de GRAFCET). Como resultado de esta fase se obtienen las ecuaciones lógicas de las variables de estado y, por tanto, queda resuelta la parte secuencial del automatismo.
c) Para cada operación elemental (etapa), se han de establecer las relaciones lógicas entre entradas y salidas, utilizando eventualmente otras variables internas combinacionales.
d) Finalmente, implementar el sistema utilizando tantos biestables como variables de estado y cableando o programando las relaciones lógicas obtenidas.
Es importante resaltar que el GRAFCET no sólo es útil como herramienta de diseño, sino también en las fases de especificación y posteriormente en la fase de explotación y mantenimiento, y que el método está basado en la observación del número de estados que debe memorizar el sistema, para poder fijar su comportamiento posterior, partiendo de cualquier estado inicial, para identificar las etapas y, en consecuencia, las variables de estado.
El número de estados distintos en un proceso no puede ser infinito, sino que se repiten de forma más o menos cíclica una serie de estados equivalentes y, por tanto, el número de etapas es finito; de lo contrario, nos encontraríamos ante un sistema de comportamiento aleatorio. Aparece aquí el concepto de estados equivalentes, que se definen de la siguiente forma: Dos estados son equivalentes si la evolución posterior del sistema a partir de ellos y para cualquier combinación de entradas es la misma. En el GRAFCET los estados equivalentes se asocian a una única etapa y en el modelo algebraico quedarán representados por una misma variable de estado.
Al contrario de lo que ocurre con otros métodos, el método basado en GRAFCET no pretende minimizar el número de variables de estado, por lo que puede no resultar óptimo desde el punto de vista de minimizar el hardware. Sin embargo, el coste y volumen de un sistema dependen cada vez menos del número de variables empleadas, sobre todo si se emplean autómatas programables y, en cambio, adquieren cada vez más importancia otros aspectos como el propio coste de diseño, tiempo de desarrollo de software, fiabilidad y facilidad de test y mantenimiento, y aspectos que permite optimizar el método propuesto.
El estándar ISA S88 define los modelos de referencia para la implementación de sistemas de control de procesos por lotes (batch) que permitan altos nivel de flexibilidad y reusabilidad, entre otros beneficios.
Definición de celda de proceso: es una agrupación logica de equipo requerido para producir uno o mas lotes, transforma materia prima o subproductos en producto terminado o nuevos subproductos. Puede contener mas de un grupo de equipos requeridos para producir un lote, a esta agrupación se le conoce como tren, al equipo utilizado para completar un lote se le conoce como ruta o flujo este puede contener mas de un lote a la vez.
Estructuras de celdas de proceso: ruta simple, es una unidad o grupo de unidades a traves de la cual pasa secuencialmente un lote dentro de la celda de proceso, ruta fija de un producto a traves de la celda, puede procesar un solo lote a la vez o multiples lostes a la vez.
Estructuras de celdas de proceso: multiples rutas, formada de varias estructuras de rutas simples en paralelo, las diferentes rutas pueden compartir la alimentación de materias primas o el almacenaje de producto terminado
Definición de unidad: es una colección de modulos de control y modulos de equipo relacionados que pueden ejecutar una o mas actividades mayores de proceso, operando un lote a la vez.. Usualmente centrada en un equipo de proceso principal que contiene material, transforma o de alguna forma modifica la materia prima para agregar valor, no puede operar sobre, o contener mas de un lote a la vez requiriendo de una receta para operar.
Puede operar sobre o contener solo parte de un lote completo, es posible contar con multiples unidades por lote, multiples unidades durante trasferencias.
Definicion de modulo de equipo: es un agrupamiento funcional de equipos que ejecuta actividades menores de proceso, un modulo de equipo esta formado de dos componentes: el equipo fisico que agrupa, el codigo o aplicación de software que ejecuta la secuencia sobre los dispositivos ( modulos de control) para que los eventos en el modulo de equipo puedan ocurrir.
Definición del equipo modular: es un grupo de equipo funcional y/o modulos de control que puede realizar actividades de procesos menores, el modulo de equipo tiene dos componentes: el equipo fisico concerniente en bomba, valvulas automaticas, valvulas on/off, medidores de caudal, medidores de temperatura, medidores de brix.
Codigos del dispositivo en la conexión del proceso que controla el equipo fisico, este codigo logico activa los dispositivos (modulos de control) entonces el evento en el equipo modular puede ocurrir.
Definicion de modulo de control: es una colección de sensores, actuadores, otros modulos de control y equipamientos de proceso asociados desde el punto de vista de control actuan como una entidad simple siendo la conexión directa al proceso a traves de sus sensores y actuadores, no pueden ejecutar procedimientos y los comandos hacia los modulos de control son solicitudes para un cambio de estado.
Un dispositivo regulado, un dispositivo orientado al cambio de estado, o una combinación de ambos, que es operado como un solo dispositivo como lo es un lazo de control de caudal que opera a traves de un valor de ajuste, un bloque automatico de valvulas on/off con interruptores de final de carrera.
Los modulos de control nos permiten operar sobre combinaciones de sensores, actuadores y logica operados con valores de ajuste como si se tratara de un solo objeto, los modulos de equipo nos permiten operar sobre actividades menores de proceso sin considerar la logica para ejecutarlas, los modulos de equipo controlan el uso de los modulos de control de menor nivel, previniendo conflictos de uso simultaneo del mismo equipo.
Rounded Rectangular Callout: MODULO DE CONTROLRounded Rectangular Callout: MODULO DE EQUIPORounded Rectangular Callout: UNIDAD
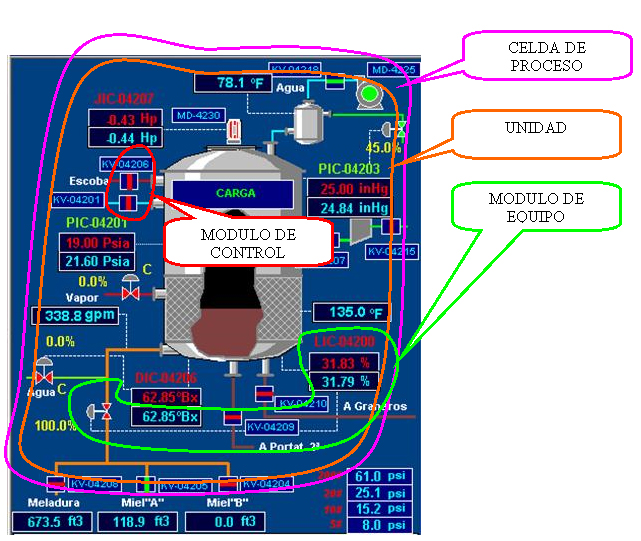 |
Figura 5. Modelo fisico del tacho de agotamiento aplicando norma ISA 88
Definición de procedimiento: un procedimiento es el nivel mas alto en la jerarquia del modelo de procedimiento, define la estrategia total para ejecutar las acciones de proceso requeridas para preparar un lote. Definido en termino de un conjunto ordenado de procedimientos de unidad, debe existir si se utiliza mas de una unidad para completar el lote.
Un procedimiento de unidad esta formado por un conjunto ordeando de operaciones que causan una secuencia continua de producción que ocurre en una unidad, en un momento determinado solo se permite a un procedimiento de unidad estar activo en la unidad, varios procedimientos de unidad pueden ejecutarse concurrentemente como parte del mismo procedimiento mientras esten activos en unidades diferentes.
Definición de operación: una operación es un conjunto ordenado de fases ejecutadas que definen una secuencia de proceso mayor, usualmente toman el material a ser procesado a traves de un cambio fisico, quimico o biologico. En un momento determinado solo una operación esta activa en una unidad.
Definición de fase: es el elemento mas pequeño del control de procedimiento que puede completar una tarea orientada a proceso. La intencion de la fase es causar o definir una accion orientada de proceso, la logica o conjunto de pasos que conforman una fase es especifica al equipo y no es parte de la receta, usualmente la fase es el vinculo hacia el equipo.
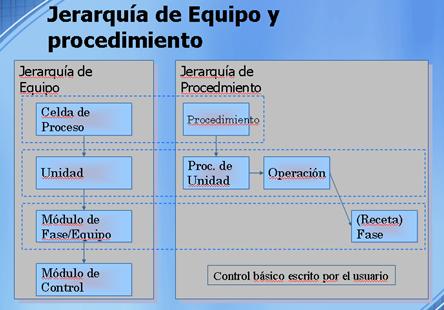 |
Figura 6. Jerarquia de equipo y procedimiento según norma ISA 88
A continuación se describe el modelo de procedimiento de un tacho batch de agotamiento de tercera donde se tiene en la primera columna el procedimiento de unidad, aquí se describen los diferentes procedimientos del programa del tacho, en la segunda columna se describe la operación siendo el conjunto de pasos que sirven en cada procedimiento para ejecutar la secuencia de preparación del tacho como hacer el vacio, elevar la temperatura, agregar producto etc. En la tercera columna se describe la secuencia lógica que sirve de enlace con el modulo de control.
La combinación de modelo físico y modelo de procedimiento facilita la comprensión del funcionamiento de las diferentes etapas en que un tacho de agotamiento debe de pasar para obtener un determinado producto lo cual facilita su ejecución ante cualquier fabricante de software de automatización bajo el estandar S88, como por ejemplo el GRAFCET el cual esta bajo la norma S88 y es ofrecido por proveedores de tecnología de software para control batch.
PROCEDIMIETODE LA UNIDAD |
OPERACIÓN | FASE | |
|
Calentar el tacho con vapor de 10 psig hasta una cierta temperatura, y luego hacer vacío abriendo la válvula mediante una rampa hasta alcanzar la consigna de vacío deseada. Mientras se esté haciendo el vacío, el programa chequeará si hay vacío suficiente para poder cargar. Si es así, tan sólo esperará a que se le dé la orden de arranque (si está en ciclo simple) o pasará a la fase de carga si está en ciclo repetido o ya se ha dado la orden de arranque. |
Válvula rompe vacio cerrada. Válvula de pase cerrada Válvula de meladura cerrada. Válvula de miel A cerrada. Válvula de miel B cerrada. Válvula vapor escoba cerrada. Válvula descarga cerrada Agitador en marcha lenta. Valvula agua abierta. Valvula alimentación cerrada. Valvula vapor abierta. |
|
| Fase de carga | Una vez que se tiene el vacío suficiente para cargar y se ha dado orden de arranque al tacho, se entrará en la fase de carga. Aquí se chequeará el nivel existente en los depósitos de carga. Se comprobará si hay nivel suficiente en aquellos depósitos de los que va a cargar el tacho. Si en todos ellos, el nivel está por debajo del nivel mínimo para cargar, el tacho no empezará la carga, y estará manteniendo el vacío deseado. Si por el contrario, tenemos nivel suficiente en algún depósito, abrirá la válvula de carga de meladura, miel A o miel B, según el tipo de tacho y del producto seleccionado. |
Si (( valor temperatura) >= (valor temperatura comienzo de vacio)) Si ( el lazo de control de vacio esta en modo manual) Salida del lazo de control manual= rampa de salida del controlador de vacio. Salida real del lazo de control de vacio = salida manual del controlador de vacio. |
PROCEDIMIETODE LA UNIDAD |
OPERACIÓN | FASE | ||
|
El tacho pasará a la fase de concentración cuando alcance un nivel suficiente para abrir vapor. En ese momento, arrancará el agitador en marcha rápida y empezará a abrir la válvula de vapor haciendo una rampa. Mientras seguirá cargando el producto seleccionado, y se permite la posibilidad de que una vez alcanzado un determinado brix, se cambien las consignas de vacío y vapor, para realizar el ensemillamiento en unas determinadas condiciones.
Un determinado brix antes del punto de siembra, se avisará mediante una luz en el tacho, que está próximo el momento de siembra, con lo cual el tachero deberá ir preparando la semilla, y una vez introducida ésta en el embudo, el tachero avisará al sistema de que puede sembrar.
|
|
||
| Fase Siembra y formación del grano | Una vez alcanzado el brix de siembra, se haya hecho el pie en el tacho y tenga la siembra en el embudo, se pasará a la fase de ensemillamiento. En esta fase se abrirá la válvula de semilla durante un cierto tiempo, y se estará formando el grano, regulando con agua durante otro cierto tiempo. Pasado este tiempo se pasará a la siguiente fase. |
|
| PROCEDIMIETODE LA UNIDAD | OPERACIÓN | FASE | |
Fase Aclarado |
Una vez terminado el tiempo de formación de grano, se pasará al aclarado o dilución del mismo. Esta fase, se divide en cuatro tramos de un determinado tiempo (parámetro), mediante el cual le indicamos el brix que deseamos en cada uno de los cuatro tramos. Con lo cual realizaremos una curva en función del brix y del tiempo indicado en cada tramo, esta curva se podrá visualizar desde las pantallas de parámetros de cada tacho. |
|
|
Fase de cristalización |
La fase de cristalización del tacho, a partir del brix y del nivel que tengamos del grano cargado y ya estabilizado, y llegaremos a un brix y un nivel final de la templa. Inicialmente, al igual que en la fase de desarrollo, se abrirá la válvula de carga un determinado porcentaje, que se mantendrá. | Si( medicion real de nivel del tacho< nivel final del tacho formación grano doble)
X1 = medicion real de nivel del tacho – nivel inicial de cristalizacion del tacho ; N –Ni X2 = nivel final formación de grano doble – nivel inicial de cristalizaron del tacho; Nf-Ni Si ( X1 <= 0.0) Si ( selección de alimentacion del tacho por potencia) Consigna en modo remoto del controlador de potencia = brix inicial de cristalizacion Si no Consigna en modo remoto del controlador alimentacion brix = brix inicial de cristalizacion |
PROCEDIMIETODE LA UNIDAD |
OPERACIÓN | FASE | ||
|
Se ha conseguido el nivel de la templa, se pasará a apretar la templa. En este momento, se dejará de alimentar y se meterá más vapor al tacho. Durante el apretado previo, se reservará el portatemplas para descargar, chequeando que hay suficiente espacio para descargar. Si la potencia del agitador en marcha rápida llega a un límite, se pasará a marcha lenta. De esta fase, se pasará a la siguiente una vez que se haya reservado la descarga. |
|
||
| Apretado final | Se tiene reservada la descarga y tan sólo se está esperando al punto de descarga. Existen dos opciones para poder descargar, bien por brix o bien por potencia del agitador (o por ambas). Según la selección existente, una vez que el tacho, alcance dicho punto, pasará a la siguiente fase. |
|
PROCEDIMIETODE LA UNIDAD |
OPERACIÓN | FASE | |||||
|
Una vez finalizada la templa, se pasará a la fase de descarga. Se cerrarán todas las válvulas y se comenzará a romper el vacío para descargar el tacho a portatemplas. Se podrá realizar de dos maneras, por rompevacío, que consiste en abrir la válvula de rompevacío, o bien por escoba, que abrirá la válvula de escoba en función del vacío existente, abriéndola y cerrándola según esté la presión del cuerpo. Una vez que el tacho ha llegado a su nivel de vaciado, se esperará un tiempo para asegurar la descarga total. Transcurrido ese tiempo, pasaremos a lavar el tacho. |
|
|||||
| Lavado |
|
|
1. Con la aplicación de la norma S88 para automatizar el tacho de agotamiento de tercera se obtiene una flexibilidad en la elaboración del programa aplicativo sin necesidad de re ingeniería cuando se requiere introducir mejoras.
2. Con el modelo S88 se define los modelos de referencia para la implementación de los procesos de control del tacho de agotamiento.
3. La finalidad primordial de la automatización industrial es la de gobernar la evolución de un proceso sin la intervención, salvo esporádica, de un operador.
4. El número de estados distintos en un proceso no puede ser infinito, sino que se repiten de forma más o menos cíclica una serie de estados equivalentes y, por tanto, el número de etapas es finito; de lo contrario, nos encontraríamos ante un sistema de comportamiento aleatorio.
5. Un factor esencial a tener en cuenta para la elección del sistema es la capacidad del sistema operativo sobre el que corre la aplicación para soportar multitarea y/o multiusuario. La capacidad multiusuario es de utilidad cuando en aplicaciones complejas se han de disponer en lugares separados funciones específicas en cada uno de ellos
The Instrumentation, Systems, and Automation Society - ISA (www.isa-spain.org, www.isa.org)
ANSI/ISA-88.01-1995, Batch Control Part 1: Models and Terminology, 23 October 1995
ANSI/ISA-88.00.02-2001, Batch Control Part 2: Data Structures and Guidelines for Languages, 7 February 2001
ANSI/ISA-88.00.03-2003, Batch Control Part 3: General and Site Models and Representation, 14 March 2003
Descripción y modelado del proceso de un tacho semi batch de agotamiento: La función del tacho al vacio de calandria es producir cristales de azúcar satisfactorios a partir del jarabe o las mieles. La concentración de la alimentación suministrada a los tachos es por lo general 60 a 65 brix, las altas densidades reducen el consumo de vapor y acortan la duracion del ciclo pero si se tiene una densidad alta puede implicar el riesgo de producir conglomerados y falso grano.
El tacho de calandria es un evaporador diseñado de simple efecto, equipado con tubos cortos y un tubo central para la circulación de una masa cocida densa y viscosa , las mieles en determinadas proporciones desarrollan cristales de azúcar, este proceso se inicia cuando la superficie calefactora se cubre solo lo suficiente para obtener circulación y termina con una carga completa llamada templa.
Los tachos presentan un modo de operación semi batch, y en ellos se lleva a cabo la separación del azúcar del jugo extraído de la caña de azucar mediante el método de cristalización controlada por evaporación en un ambiente de vacío dentro del la calandria del tacho.
Una solución se considera que esta supersaturada cuando no se forman cristales, ni crecen ni se depositan, lo que quiere decir que deben estar en solución mas sólidos de los que el agua pude disolver a unta temperatura determinada, el grado de supersaturación se divide en tres fases:
a) fase metastable incluye una zona de concentración en que los cristales existentes aumentan de tamaño, pero no se forman cristales nuevos.
b) fase intermedia arriba de la metastable, en esta fase crecen los cristales existentes y también se forman nuevos cristales.
c) fase labil que esta mas allá de la fase intermedia, en esta se forman espontáneamente cristales sin que sea necesaria la presencia de otros cristales.
En el caso del azúcar las fases ocupan zonas con un ancho suficiente para permitir un uso practico de los principios.
Inicialmente, el tacho se carga con meladura, miel A o miel B subsaturado que se almacena en los depósitos de producto que alimentan al tacho. Una vez cargado el producto, la meladura se calienta en condiciones de vacío con objeto de rebajar el punto de ebullición y así evitar la descomposición térmica de la sacarosa (proceso conocido como caramelización). Cuando se alcanza la condición de sobresaturación en el jugo, se siembran pequeños cristales de azúcar y se les hace crecer añadiendo miel A o miel B manteniendo condiciones de sobresaturación. Cuando se ha alcanzado el nivel máximo en el tacho, se descarga y limpia, quedando listo para un nuevo ciclo.
Para calentar el jugo y provocar la evaporación de parte del agua, los tachos constan de un elemento calefactor, denominado calandria, por el que discurre vapor a una presión superior a la atmosférica y que al condensarse cede calor a la masa cocida en el tacho. Este vapor se suministra a los tachos a través de las tuberías de suministro de vapor proveniente de turbogeneradores o turbinas de vapor de los molinos de caña.
Para mantener el vacío parcial en el tacho, necesario para la evaporación de agua a baja temperatura (65-70ºC) es necesario conectar el tacho a un condensador barométrico, el cual mantiene un determinado vacío al absorber el vapor procedente de los tachos y condensarlo mediante refrigeración producida por tuberías de agua fría procedente del exterior, que vierten en ellos.
Debido a esto último, el vacío producido en los condensadores depende de la temperatura del agua que llega al condensador.
Una vez terminado el proceso de cristalización de la sacarosa en el tacho, la masa cocida que se obtiene se descarga en unos depósitos llamados mezcladores o cristalizadores, donde se mantiene en movimiento la masa a una temperatura determinada, para que mantenga su consistencia, hasta que pueda pasar a alguna de las centrífugas.
En las centrífugas se realiza la separación del azúcar cristalizado de la miel madre mediante el centrifugado a alta velocidad del conjunto, quedando los cristales retenidos por una malla. El proceso dura unos pocos minutos. La miel madre se separa en miel pobre y rica que se distribuyen según las necesidades de la planta.
Cuando la concentración de la meladura se continua en el tacho proveniente de los evaporadores, cuando la masa cocida cristalizo, creció y cuando esta masa pasa por las centrifugas, el azúcar permanece en la canasta de la centrifuga y la miel pasa a traves de la tela. El licor madre separado se le llama mieles de masa cocida centrifugada. La primera masa cocida obtenida a partir de la meladura ( suele agregarsele cierta cantidad de mieles primeras, durante un cocimiento) , se llama masa cocida A, y el licor madre separado de ella en las centrifugas se le llama miel A y algunas veces miel primera o meladura A.
Estas mieles primeras contienen todavía una alta proporción de azúcar cristalizable, por esta razón se conservan aparte y se usan para crecer masas cocidas posteriores en un pie de templa convenientemente. A la masa cocida que se obtiene de esta manera se le llama masa cocida B y el licor madre que se separa de ella en la centrifuga se denomina miel B.
Esta operación puede repetirse varias veces pero el número de masas cocidas se limita rápidamente:
1) porque las mieles se agotan mas y mas.
2) Porque no toda el azúcar que contiene es cristalizable, dado que los no azucares inmovilizan una cierta porción de azúcar.
3) Porque el descenso de pureza, consecuente de la remoción del azúcar, junto con el cocimiento repetido, el mezclado y el centrifugado, aumenta la viscosidad de las mieles sucesivas que se obtienen y hacen que la masa cocida ultima sea muy difícil de tratar y mantener en circulación dentro de los tachos.
La ultima miel que se obtiene y la que se considera prácticamente agotada o de la cual se renuncia a obtener mas recuperaciones, se le llama miel final. Desgraciadamente llevo con ella una proporción considerable de azúcar; sin embargo, cualquier esfuerzo para recuperarla es inútil, y el azúcar considerable, generalmente constituye la perdida mayor que se sufre en la fabricación.
Purezas : todos los procesos que toman parte en el cocimiento del azúcar se basan en la pureza. La pureza es el criterio mas simple del agotamiento. Existen diversos medios para calcular la pureza p, la pureza tiene como valor:
P = s/B
P= pureza, s= azúcar, B= total de materias en solución.
La cantidad total de azúcar puede estimarse de dos maneras:
a) como sacarosa: es necesario usar método de análisis.
b) como polarización, es suficiente una simple lectura en el polarímetro. Dado que este método es simple y rápido, se usa mas frecuentemente. Por la presencia de azucares reductores, cuyo poder rotatorio es opuesto al de la sacarosa, levo-rotatorio en lugar de dextro-rotatorio, la polarización da un valor mas bajo que la cantidad real de azúcar en la solución.
Los sólidos totales en la solución, azucares y no azucares, se determinan de tres diferentes maneras:
a) sustancia seca, o sólidos por secado.
b) Sólidos por refractómetro o brix refractometrito por lectura del refractómetro, esta cifra difiere muy poco de la sustancia seca real.
c) Sólidos gravimétricos o brix.
De acuerdo con los métodos analíticos
a) la pureza verdadera:
p = sacarosa/sustancia seca
b) la pureza por gravedad
p= sacarosa/brix
c) la pureza aparente
p= pol/brix
Relaciones empíricas de interés:
Brix, porcentaje en masa del soluto disuelto en la disolución.
Pureza de la disolución, porcentaje en masa de la sacarosa disuelta con respecto a la masa total de soluto disuelto.
El contenido de azúcar de la masa cocida (WC), tanto por ciento en masa de los cristales de sacarosa respecto del total.
Brix total de la masa cocida, residuo seco obtenido de 100g de masa cocida.
Concentración de la disolución, gramos de sacarosa disueltos por cada 100g de agua.
Relación de Impurezas-Agua, corrección de la concentración de saturación debida a las impurezas.
La masa cocida (caracterizada por la masa total, mT) consta de dos fases, los cristales y meladura (caracterizados por la masa de cristales, mC y la masa de meladura, mM). La meladura consta de agua, sacarosa e impurezas disueltas. Por lo tanto, para caracterizar el estado del tacho necesitamos cuatro magnitudes, las cantidades de masa de cada especie existente en un momento dado:
 |
También en la cámara tenemos una cierta cantidad de masa de vapor de agua (mV), que está en relación con la presión y la temperatura.
Flujo de caudal de entrada (qe). El flujo a través de una válvula de control depende del tamaño de la válvula, la caída de presión a través de la válvula, el tipo de válvula y las propiedades del fluido. La ecuación de diseño para líquidos es:
 |
Donde qe es el flujo del líquido, Cv el Coeficiente del tamaño de la válvula, f(x) es la fracción del área de flujo total de la válvula, γ es el peso específico del fluido (relativo al agua) y ΔP la caída de presión a través de la válvula.
Por la tubería de entrada podemos introducir las siguientes sustancias:
• Meladura: Es la entrada habitual, excepto en la etapa de espera.
• Miel A o miel B: Se introduce en caso de agotamiento de los depósitos de producto hacia el tacho o mezclado con éste. El rendimiento del tacho disminuye debido a que contiene menos azúcar y más impurezas.
• Agua: Se introduce en las siguientes circunstancias: En la etapa de espera, en cualquier momento si se detecta que la masa está demasiado apretada ó existe una distribución irregular de cristales, en caso extremo de escasez de meladura y miel rica , cuando se forman falsos granos por nucleación espontánea para disminuir el brix.
Dividimos el flujo global qe, en flujos parciales para cada especie presente en el proceso:
Flujo de sacarosa:
 |
Flujo de impurezas:
 |
Flujo de agua:
 |
Se ha identificado el caudal global con la masa de meladura, pues por el caudal de entrada no se produce aporte de cristales.
Flujo de evaporación (Fev) Se obtiene de la transformación de agua en vapor debida al calor cedido por la calandria. Sólo afecta a la masa de agua (MA). El flujo de cristales en la etapa de la siembra (qsiem) Es debido al aporte externo de cristales durante la etapa de siembra, y se calcula conociendo la masa de los cristales de siembra (mC0), y el tiempo de siembra(tsiem), con lo que tenemos:
 |
El flujo de descarga (q d) Se produce durante la etapa de descarga. Conociendo el tiempo que tarda en descargar un determinado peso de masa cocida, podemos obtener una aproximación de q d. Para simular la descarga, debemos dividir este flujo en sus componentes para cada una de las especies presentes en la masa cocida. Supondremos que la descarga es uniforme, es decir, que las relaciones entre las especies se mantienen en la porción que permanece sin descargar:
 |
Donde mtf es la masa total en el momento de la descarga y t d el tiempo que se requiere para descargar la masa total. Los flujos de descarga para cada especie son los siguientes.
Flujo de cristales:
 |
Flujo de licor madre (sacarosa, impurezas y agua
 |
Denominamos WCf, bxf y pxf a las relaciones másicas finales.
La masa de sacarosa recibe su parte del caudal de entrada, y se transforma en sacarosa cristalizada por el proceso de cristalización:
 |
Las impurezas únicamente sufren aporte por el caudal de entrada, y no hay ningún proceso que las elimine (exceptuando una fracción despreciable que se evapora en forma de incondensables).
 |
La masa de agua sufre el aporte de su porción del caudal de entrada, y se elimina mediante la evaporación producida por el aporte calorífico de la calandria.
 |
El tamaño debe fijarse en razón inversa a la viscosidad del licor madre. El crecimiento de los cristales ocurre por la fijación del azúcar de la solución en la superficie del cristal, cuanto menor es el grano, es mayor la superficie total de los cristales, cuanto menor es el grano, es menor la distancia media que debe recorrer cualquier molécula para alcanzar la superficie del cristal mas próximo, cuando mas viscosa es la masa cocida es mas difícil a cada molécula alcanzar el cristal vecino, es por ello importante aumentar la superficie de los cristales y disminuir la distancia media entre ellos.
Es conveniente cocer la masa cocida de tercera con un tamaño de grano lo menor posible, de acuerdo con las necesidades de la centrifugación.
Los cristales de sacarosa no sufren aporte por el caudal de entrada. Se pueden distinguir tres situaciones:
a)Un período inicial, hasta que se produce la siembra, donde el número de cristales de sacarosa es despreciable y su única generación es la nucleación espontánea (casi nula debido a las condiciones de subsaturación existentes).
b)El período de siembra, de corta duración, con un aporte constante de cristales de sacarosa.
c)Tras la siembra, se produce un progresivo aumento del tamaño de los cristales a costa de la sacarosa cristalizada.
La ecuación para la variación de la masa de un cristal:
 |
Vamos a comentar los principales factores que afectan a la velocidad de crecimiento de los cristales:
Dependencia con la temperatura
Para incorporarse a la superficie del cristal, las moléculas de sacarosa deben superar una barrera de energía debida a la necesidad de romper los enlaces de la celda cristalina:
 |
activación necesaria para la incorporación de la molécula de sacarosa al cristal, R la constante de los gases ideales y T la temperatura
La cristalización es la transferencia de sacarosa desde la fase líquida a la fase sólida. El crecimiento de los cristales es un proceso difusional modificado por el efecto de las superficies sólidas sobre las que tiene lugar el crecimiento. Las moléculas o iones del soluto alcanzan las caras en crecimiento de un cristal por difusión a través de la fase líquida. A esta etapa se la aplica el habitual coeficiente de transferencia de materia Ky. Una vez que las moléculas o iones llegan a la superficie tienen que ser aceptadas por el cristal y organizarse dentro de la red. La reacción ocurre en la superficie con una velocidad finita y el proceso global consta de dos etapas en serie.
Ninguna de las dos etapas, la difusional y la interfacial, tiene lugar si la disolución no está sobresaturada.
Ambos procesos contribuyen a determinar la velocidad de crecimiento del cristal, pero mientras que la resistencia al transporte molecular predomina a sobresaturaciones normales y temperaturas elevadas (mayores de 50ºC), la resistencia a la incorporación molecular tiene influencia a temperaturas y sobresaturaciones bajas. Por lo tanto, podemos acotar en rangos las ecuaciones anteriores y desarrollar una ecuación global de la forma:
 |
Las constantes se ajustan dependiendo del rango donde se encuentre la sobresaturación y la temperatura.
La agitación del medio reduce la energía necesaria para la incorporación de las moléculas de cristal, además de disminuir la resistencia al transporte, por lo que acelera la velocidad de crecimiento de los cristales. La fórmula empírica usada para modelar esta influencia es la siguiente:
 |
Las impurezas tienen efectos muy diversos sobre el crecimiento de los cristales. En pequeñas cantidades favorecen la cristalización, al actuar como núcleos de formación de cristales, y crear defectos superficiales que impulsan el crecimiento de las caras de los cristales. En cantidades apreciables, sin embargo, ejercen en general un efecto inhibitorio. Se expresa el efecto inhibitorio sobre el crecimiento debido a una disminución de la pureza:
 |
En la practica se manejan materiales impuros; son materiales que no solo contienen sacarosa sino otros materiales acompañándola: glucosa, sustancias orgánicas, sales minerales. Estas soluciones modifican la solubilidad de la sacarosa. En el jugo de caña de azúcar las impurezas disminuyen la solubilidad de la sacarosa disminuye la pureza. Es de considerarse que los azucares reductores disminuyen la solubilidad de la sacarosa.
A medida que la meladura se concentra esta se hace mas viscosa, cuando la sobresaturación llega a un valor determinado ocurre la cristalización. Existen varios métodos en que puede hacerse la cristalización de los cuales se analizaran los dos mas comunes brevemente.
1) La meladura se concentra progresivamente y se deja que los cristales aparezcan espontáneamente. Cuando la sobresaturación corresponde a la zona labil el grano se presenta espontáneamente se pueden inducir su formación si se introduce súbitamente un poco de meladura fría (cristalización por choque).
2) La cristalización por semilla se lleva a efecto en la zona metastable a una sobresaturación de 1.1 , se introduce polvo de azúcar por la válvula de semillamiento la que debe descargar dentro del tacho bajo el nivel de la meladura, el grano dentro del tacho se procede a cerrar la válvula de vapor para evitar posible disolución de los cristales fino en contacto con la superficie de calentamiento.
Reuniendo todas las influencias sobre el crecimiento de los cristales, se obtiene una ecuación global del crecimiento en masa de un cristal. Este crecimiento dependerá principalmente de la superficie presentada por el cristal para la incorporación de nuevas moléculas, y el exceso de sacarosa en el medio, cuantificado como una medida de la sobresaturación.
La ecuación está diseñada para condiciones de trabajo estándar, es decir, la sobresaturación se encuentra en la zona metaestable, pero puede dar cuenta del crecimiento de los cristales en la zona de nucleación e incluso en la de disolución (en caso de que y sea menor que la unidad), ajustando adecuadamente las constantes KY y la constante global K. La siguiente influencia en importancia reside en la temperatura, y las influencias de la agitación y de la pureza deberán ajustarse para cada proceso en particular, ya que no existe una teoría global sobre estas influencias.
 |
Substituyendo
 , simplificando y reordenando, tenemos:
, simplificando y reordenando, tenemos: |
Se observa que la velocidad de crecimiento del tamaño medio tan sólo depende de parámetros externos (temperatura, saturación) y si el entorno permanece constante, la velocidad de crecimiento también será constante independientemente del tamaño del cristal. Además si el entorno de los cristales es el mismo, todos ellos crecerán a la misma velocidad.
En la bibliografía se suele definir una función denominada G, que recoge la tasa de crecimiento lineal de los cristales, y que se define de la forma
 |
Con lo que la ecuación diferencial anterior puede definirse como:
 |
 |
Para la evolución de la masa total de cristales, implementamos un crecimiento uniforme hasta el valor de la masa inicial durante la etapa de siembra, y tenemos en cuenta la etapa de descarga, esto se refleja en la ecuación
 |
Durante la etapa de siembra, el crecimiento se hace gradual para que al finalizar la masa de cristales sea igual a la de siembra, mC0. tS representa el tiempo que dura la etapa.
BALANCE DE LICOR MADRE
 |
BALANCE DE MASA TOTAL
 |
MEDIDA DEL NIVEL EN EL TACHO
Una de las medidas disponibles sobre el estado de la tacha es la referente al nivel de la masa cocida. Este nivel se mide con una escala dada en unidades relativas (tanto por ciento), enrasada a un determinado nivel que deja una parte del tacho sin medir (volumen mínimo), y cuyo valor máximo viene dado por el volumen máximo de masa cocida almacenado en el tacho. El volumen de la masa cocida existente en un momento dado en el tacho, que viene dado por la suma de los volúmenes de licor madre y cristales:
 |
Para determinar la relación entre el volumen y la medida de nivel en el tacho, L, vamos a suponer que la forma del tacho es la de un cilindro de superficie constante, rematado en ambos extremos por dos conos. Podemos dividir los tachos en distintas partes:
•Zona de volumen mínimo, que corresponde a la zona muerta no contemplada en la zona de nivel.
•La zona siguiente es donde se encuentra la calandria. El volumen de la masa cocida que cubre el pie de tacho menos el volumen mínimo se denomina volumen del pie de tacho. En esta zona hay que tener en cuenta el volumen de la calandria para el cálculo de nivel. El nivel cuando se cubre la calandria se denomina pie de tacho.
•En la parte superior del tacho ya no existe volumen ocupado por la calandria.
•Por último, el volumen del tacho que nunca se ocupa por la masa cocida se denomina volumen residual y es el volumen mínimo de gases donde se lleva a cabo la dinámica de la evaporación del jarabe.
 |
Figura 7. Nivel vrs volumen del comportamiento del tacho de agotamiento
 |
Figura 8. Esquema del nivel del tacho al vacio
Por lo tanto, la relación nivel-volumen serán tres rectas de distinta pendiente, según el grado de llenado de la tacha:
 |
Lpie es el nivel (en tanto por ciento) del pie de tacho. Debemos conocer como datos los volúmenes mínimo, el del pie de tacho y de la calandria así como el volumen máximo de masa cocida.
 |
El volumen mínimo se designa al volumen mínimo de masa cocida que debe introducirse al tacho antes de abrir el vapor. Es necesario cubrir por cumple toda la calandria , de otro modo la ebullición arroja la meladura caliente sobre las partes expuestas del metal caliente, originando perdidas por caramelizacion que oscurecen el color del azúcar, a este espacio se le llama pie de templa, el pie de templa se expresa generalmente en por ciento de la capacidad de trabajo del tacho. La ventaja de reducir este espacio en lo posible radica en la forma en que la meladura de alta pureza entra al tacho , solo sobre el resto de la templa puede disminuirse la pureza con la adición de mieles. El volumen del pie de templa determina la posibilidad de un agotamiento rápido en el tacho resultando una mayor caída de pureza cuando se emplean grandes cantidades de mieles de bajo grado.
Debido a que los flujos de vapor en la cámara de la calandria tienen una dinámica mucho más rápida que la variación de temperatura, asumiremos que el flujo de vapor viene determinado por las ecuaciones dinámicas de la cámara de la calandria y que la variable temperatura que aparece en ellas es constante en cualquier intervalo de variación apreciable del flujo de evaporación.
Transferencia de calor en el tacho.
Desde el punto de vista energético, el proceso consiste en la evaporación de agua para, alcanzar y mantener unas determinadas condiciones de sobresaturación, ya que debido a la retirada de sacarosa por el proceso de cristalización, es necesario evaporar la cantidad correspondiente de agua para mantener la concentración de meladura. El calor necesario para producir esa evaporación lo suministra la calandria, que intercambia calor con el sistema mediante la condensación de vapor a temperaturas y presiones mayores que las existentes en el tacho. En la figura (9) se pueden observar los flujos de calor principales en el tacho.
 |
Figura 9. Balance calórico del tacho al vacío.
Esto queda reflejado de forma matemática en la ecuación
 |
Se desarrollaran las ecuaciones que gobiernan la dinámica de la calandria. En la figura (10) se observa un esquema.
 |
Figura 10. Esquema dinámico de la calandria
 |
Flujo de calor hacia la tacha:
Flujo de vapor
Para calcular el flujo de vapor de calefacción, debemos tener en cuenta que el calor proporcionado por la calandria procede de la condensación de ese vapor, por lo tanto, el calor deberá ser igual a la masa de vapor por su entalpía de condensación:
 |
Se denomina cámara a la zona superior del tacho limitada por el nivel de la meladura, llena de vapor de agua. La dinámica de la cámara presenta unas características similares a las de la calandria, pero con las siguientes diferencias:
a) El volumen de la cámara Vcam, no es constante, al contrario de la calandria, sino que varía con le nivel del tacho. Sin embargo, su variación es muy lenta en comparación con la de los procesos de la cámara, por lo que se puede considerar despreciable su derivada respecto al tiempo.
b) Al estar en contacto directo la cámara con la masa cocida, se dan las condiciones apropiadas para que exista equilibrio térmico entre ambas, por lo que se puede suponer que la temperatura de la cámara es igual a la de la masa cocida, o sea: Tcam=T.
c) También, al ser la dinámica de la cámara, podemos suponer que el flujo de salida del vapor hacia el condensador, Fvc, será igual al flujo de vapor evaporado, Fev, exceptuando períodos transitorios de restablecimiento de presiones que tendrán una duración de segundos. El estudio de la dinámica de la cámara se divide en dos situaciones distintas: cuando estamos en condiciones de saturación (existe flujo neto de evaporación), y no saturación(en las primeras etapas, cuando la calandria no está activada). En la figura (11) podemos observar un esquema de los procesos que tienen lugar en la cámara.
 |
Figura 11. Dinámica del cámara del tacho al vacío
En condiciones de saturación, se pueden igualar los flujos de evaporación y de vapor hacia los condensadores.
 |
Suponiendo que en todo momento nos encontramos en condiciones de saturación (ebullición), la presión en la cámara vendrá dada por la presión de equilibrio de una disolución azucarada con un brix determinado y a una temperatura dada:
 |
Se dan cuando la masa cocida no posee la temperatura necesaria para mantener la ebullición. Si aplicáramos el esquema anterior, al ser la temperatura de la masa cocida apreciablemente menor que la temperatura de ebullición a la presión de los condensadores barométricos, nos daría una presión de la cámara menor que la de los condensadores, lo que produciría un flujo de vapor de sentido inverso, es decir, desde los condensadores a la cámara. Las ecuaciones térmicas también reflejarían un flujo entrante de calor debido a la condensación de vapor procedente de los condensadores. Esto no es físicamente aceptable. Lo que sucede en este caso es que el flujo de evaporación es despreciable, y la presión de la cámara alcanza rápidamente el equilibrio con la presión de los condensadores barométricos. Esta situación se mantiene hasta que la temperatura alcanza el valor de la temperatura de ebullición a esa presión, lo que viene indicado porque la presión de equilibrio supera a la de los condensadores.
La variación de la masa de vapor será igual a:
 |
 |
Se supone que la variación del volumen y la temperatura con el tiempo es lo suficientemente pequeña como para ser despreciable. Esta ecuación nos conduce a Pcam=Pcon tras un período transitorio, generalmente de corta duración. Debido a la rapidez con la que se alcanza el equilibrio, se puede hacer la simplificación de igualar directamente la presión de la cámara a la del condensador para el caso de no saturación, y en este caso tenemos la siguiente ecuación para la presión en la cámara en el proceso global:
 |
El procedimiento que se emplea para llegar al agotamiento del azúcar es de gran importancia y el empleado en este estudio se detalla a continuación.
 |
Figura 12. Sistema de templas de un tacho de agotamiento
Sistema de tres templas
Este es el sistema que se empleo para el modelo de automatización del tacho de agotamiento de tercera o producto C.
a) una masa cocida de pureza entre 80 a 85 que se obtiene, de acuerdo con la pureza de la meladura, ya sea enteramente de meladura virgen o de un pie de templa de meladura con una adición mas o menos sustancial de mieles , hacia el final de la templa.
b) Una masa cocida B de pureza entre 70 y 72 que se obtiene con un pie de templa que se obtiene con un pie de templa de meladura virgen y que se complementa con mieles A.
c) Una masa cocida C de pureza de alrededor de 60, que se obtiene con un pie de templa de meladura y que se complementa con mieles B.
La purga en las centrifugas se lleva a cabo sin lavar con agua sin separar en cada masa cocida mieles ricas y pobres ( ligeras o pesadas). El uso del vapor en las centrifugas se restringe al purgado de las masas cocidas A y B y da mieles con purezas que difieren un poco de las purezas de las mieles pobres o pesadas; habría muy poca ventaja y muchas complicaciones si se separan cuatro mieles diferentes.
1. Se ha presentado un modelo dinámico de un tacho de agotamiento de tercera, como el más realista para automatizar el comportamiento del mismo.
2. Este modelo matemático, ha sido implementado en un lenguaje estructurado de alto nivel orientado a objetos.
3. Se ha llevado a cabo el programa aplicativo del comportamiento del tracho y se ha comprobado su adecuado funcionamiento.
4. Se contrasto con datos experimentales para realizar un ajuste más fino de los parámetros
que intervienen en la aplicacion.
HUGOT E. Manual para ingenieros azucareros, Cia Editorial Continental S. A de C.V. Mexico, capitulo 33 , septima impresión 1984.
CHEN JAMES C. P. Manual fabricantes de azucar de caña y quimicos especializados, Editorial Limusa, capitulo 10 , primera edicion 1991.
GARCIA GARCIA ANABEL, Procesos Batch: modelado y simulación de la seccion de cristalizacion de una azucarera, universidad de Valladolid España.
Para controlar las distintas fases en que trabaja el tacho la automatización es una herramienta que permite mejorar el rendimiento de todo sistema donde es aplicada. En el caso de los procesos industriales, ésta involucra el manejo de gran cantidad de información asociada a los equipos, dispositivos y características del proceso. Para la automatización de los procesos industriales utilizando controladores lógicos programables (PLC), lo primero que se debe tener es una lista de los dispositivos de entrada y salida involucrados en dicho proceso. También es necesaria la elaboración de la filosofía de control, en donde se describen paso a paso todas las secuencias de operación del sistema que se quiere automatizar y cómo están relacionados los dispositivos de entrada y salida con estos pasos. Luego, el programador a partir de ésta información elabora la aplicación para un PLC que permita manejar el proceso.
Este procedimiento puede resultar largo y tedioso, ya que a mayor complejidad en el proceso, mayor es el volumen de información que se genera, lo que se presta para cometer errores de lógica y de sintaxis en el momento de la programación, generándose pérdidas de tiempo que demoran la finalización del proyecto, lo que se traduce en incrementos de costos, este problema se ve acentuado cuando el programador es inexperto.
ISA SP88 es un estándar de control que busca facilitar la automatización de los procesos por lotes, que se caracterizan por ser inherentemente flexibles debido a la variedad de productos que pueden ser producidos y los equipos de control requeridos, razón por la cual muchas plantas de manufactura por lotes son todavía operadas manualmente.
El estándar posee dos modelos principales: físico y de procedimiento. En términos generales, el modelo físico es usado para describir equipos, y el modelo de procedimiento describe las recetas de los procesos secuenciales.
El modelo físico, puede ser usado para describir propiedades físicas de una compañía en términos de siete niveles: empresa, sitio, área, celda de proceso, unidad, módulo de equipo y módulo de control. En la Figura 13 se muestra el diagrama de los siete niveles que conforman el modelo físico.
El objetivo principal de este capitulo es presentar una propuesta de modelo dinámico que permita generar de forma automática el programa de aplicación para el PLC a partir de la filosofía de control y la lista de entradas y salidas, permitiendo disminuir los tiempos y los errores (optimización) asociados a la automatización de procesos industriales. Para el desarrollo de la propuesta se tomó como base una estructura de programación basada en el modelo físico del estándar ISA SP88.
Figura 13. Nivel de jerarquía de ingeniería ISA 88
 |
Los tres niveles superiores, empresa, sitio, y área, frecuentemente están definidos por consideraciones de negocio y son parte del modelo para identificar adecuadamente la relación de los equipos de los niveles inferiores de la fábrica.
Los cuatros niveles inferiores de este modelo se refieren a tipos de equipos específicos, son establecidos para definir técnicamente y delimitar grupos de equipos. Están definidos por actividades de ingeniería.
Durante esas actividades de ingeniería, los equipos en un nivel son agrupados para formar equipos en los niveles superiores. Esto está hecho para simplificar la operación del equipo formado tratándolo como un solo equipo más grande. Una vez creado, el equipo no puede ser dividido excepto por una re-ingeniería del equipo en ese nivel.
Se elaboro un programa que permite desarrollar de manera más rápida y confiable todas las fases en que puede trabajar un tacho de agotamiento. Para ello se utilizó el modelo físico del estándar SP88 de la ISA y teniendo en especial consideración los cuatros niveles inferiores (celda de proceso, unidad, equipos de control y módulo de control) que son los que están más estrechamente ligados con los equipos que forman parte del proceso. En esta aplicación establecimos como norma que un PLC no va a gobernar unidades en más de una celda de proceso, esto permite definir de una forma ordenada una estructura tanto en la memoria de programa como en la memoria de datos del PLC de acuerdo con el modelo físico de la norma SP88.
Si bien el sistema decidirá que se debe cocer en cada tacho en función de la situación, el operador podrá modificar esta decisión si así lo considera conveniente para el desarrollo correcto de la fabricación en función de otros elementos desconocidos o no considerados por el sistema.
Cada tacho dispone de una columna barométrica de vacío y se describe a continuación la descripción del funcioamianto de la aplicación en general y el proceso de cocción en particular para cada uno de los programas que se pueden ejecutar.
A lo largo de este capitulo se hablara del vacío refiriéndose siempre a la medida de la presión absoluta dentro del tacho y refiriendo siempre las comparaciones (Mayor o Menor) con respecto a la medida real de presión prefiriéndose esta terminología por ser la normalmente utilizada en los ingenios azucareros.
Para la templa de tercera, a partir de los datos de pureza y brix dados por laboratorio, se calculara la densidad de los siguientes productos:
- Densidad de la meladura
- Densidad de la miel "A"
- Densidad de la miel "B"
- Densidad de la templa en el punto de siembra
- Densidad de la templa en la descarga del magma
- Densidad de la templa en la descarga de la masa
De acuerdo con la siguiente expresión
DenPx = (((0.5699-0.223*BxPx)*BxPx+1.054)*BxPx+3.22)*BxPx+8.322
Donde: BxPx : Concentracion de producto "x" (Bx de 0 a 1) DenPx : densidad de producto "x" (Lb/Gal)
Funcionamiento del sistema de vacío
El sistema de vació esta formado por los siguientes elementos:
1.- Válvula de agua de inyeccion a la columna barometrica
2.- Valvula de aislamiento bomba de vacio
3.- Bomba de vacio
4.- Valvula de aislamiento bomba general de vacio
5.- Valvula general de aislamiento bomba general de vacio
6.- Bomba general de vacio
7.- Valvula de control de vacio (agua a columna barometrica)
El sistema de vacio podra funcionar de modo enclavado o desenclavado. En modo desenclavado se podra accionar sobre cualquier elemento de los arriba indicados con total libertad. Esto solo debe realizarse para acciones de mantenimiento. en modo enclavado el sistema actúa de la siguiente forma:
Arranque del circuito de vacio:
- Se abre (1)
- Se arrancan (3) y (6)
- Al cabo de un tiempo (1 minuto) se abren (2), (5) y (4)
- Cuando el vacio llegue a un valor determinado se cierran (4) y (5),
se para (6) y se cierra (1)
- Durante la templa, si el vacio baja por debajo de un valor o falla
(3), o falla (2), se pone en marcha (6) abriendo (5) y (4).
Paro del circuito de vacio:
- Se cierra (2)
- Se para (3) cuando final de carrera de (2)
- Se cierra (7)
- Se abre la valvula de rompevacio o de lavado segun este seleccionado.
Los parametros asociados al funcionamiento del sistema de vacio son los siguientes:
- ENCLAVAMIENTO DEL SISTEMA DE VACIO (SI o NO)
-TIEMPO PARA APERTURA VALVULAS DE AISLAMIENTO EN EL ARRANQUE DEL CIRCUITO DE VACIO
- VACIO NECESARIO PARA PARO DE LA BOMBA GENERAL DE VACIO
- VACIO PARA MARCHA DE LA BOMBA GENERAL DE VACIO (APOYO)
- TIEMPO PARA APERTURA VALVULA DE AISLAMIENTO CUANDO EL CIRCUITO GENERAL SE USA COMO APOYO
Funcionamiento manual: cada tacho puede trabajar en modo automático o manual. Si se trabaja con un tacho en manual, es posible trabajar en modo enclavado o desenclavado. En ambos casos es responsabilidad del operador realizar las acciones adecuadas para controlar la cocción ya que el sistema permitirá todas las actuaciones que se deseen con determinadas restricciones en caso que se trabaje de modo enclavado.
Estando el tacho en manual, el operador podrá seleccionar el producto con el que va a realizar la templa. Las restricciones que se han considerado son para cada elemento las siguientes:
- Todos los lazos de control del tacho funcionan en manual.
- Valvula de lavado
Solo se puede abrir si:
Alimentacion de 1 cerrada
Alimentacion de 2 cerrada
Alimentacion de 3 cerrada
Valvula de control de alimentacion cerrada
Valvula de control de agua cerrada
Valvula de aislamiento a bomba de vacio
Valvula de aislamiento a bomba general de vacio
- Valvula de siembra
Siempre se puede abrir desde el pulsador de "siembra en embudo"
- Valvula de lavado del embudo de siembra
Se puede abrir siempre
- Valvula de descarga
Solo se puede abrir si:
Alimentacion 1
Alimentacion 2
Alimentacion 3
Valvula de aislamiento a bomba de vacio cerrada
Valvula de aislamiento a bomba general de vacio cerrada
Valvula de control de alimentacion cerrada
Valvula de control de agua cerrada
Valvula de control de vacio cerrada
Vacio por debajo del VACIO PARA APERTURA DESCARGA
- Valvula de rompevacio
Solo se puede abrir si:
Alimentacion 1
Alimentacion 2
Alimentacion 3
Valvula de aislamiento a bomba de vacio cerrada
Valvula de aislamiento a bomba general de vacio cerrada
Valvula de control de alimentacion cerrada
Valvula de control de agua cerrada
- Valvulas de seleccion de carga de productos de coccion
Solo se podran abrir si:
descarga cerrada
Es posible abrir varias de estas valvulas simultaneamente.
- Valvula de inyeccion a condensador de vacio
Solo se podra abrir si:
descarga cerrada
Lavado cerrada
Rompevacio cerrada
- Valvula de aislamiento a bomba de vacio
Solo se puede abrir si:
descarga cerrada
Bomba de vacio arrancada
Lavado cerrada
Rompevacio cerrada
- Valvula a bomba general de vacio
Solo se puede abrir si:
Descarga cerrada
Bomba general de vacio arrancada
Lavado cerrada
Rompevacio cerrada
- Valvula de pase de templa
Se puede abrir siempre
- Agitador del tacho
Se puede arrancar siempre
- Bomba de vacio
Solo se puede arrancar si:
descarga cerrada
Lavado cerrada
Rompevacio cerrada
- Bomba general de vacio
Se puede arrancar siempre
- Valvulas de descarga de los depositos de alimentacion
Se pueden abrir siempre
- Valvula de carga/descarga granero
Se puede abrir siempre
Forma de calculo para la densidad del pie del tacho deseado.
Brix= lab[ brix deseado en el siembre ( parametro)]/ 100
X1= 0.5695 – 0.223*brix
X2= X1*brix + 1.054
X3= X2*brix + 3.22
Lab [ densidad deseada en la siembre] = X3*brix + 8.322 ( libras por galon)
Con datos de laboratorio para ingresar por operador desde video se calcula el volumen de la mezcla para el pie
X1 = [ valor de laboratorio( volumen total de pie en pies cubicos) * valor de laboratorio(densidad deseada para la siembre)* valor de laboratorio(valor de brix deseado en la siembre)]/100
X= [valor de laboratorio (pureza deseada en la siembre) – valor de laboratorio( pureza de la meladura)] / [ valor de laboratorio (pureza de miel A) - valor de laboratorio ( pureza de lameladura)]
X2= 1- X
X3 = X1*X2/[ valor de laboratorio (brix de meladura)/100]
Volumen si carga con meladura en pies cubicos= X3/ valor de laboratorio ( densidad meladura)
Si se carga con miel A
X2= X
X3= X1*X3 / [ valor de laboratorio ( brix de miel A)/100]
Volumen si se carga con miel A en pies cubicos= X3/ valor de laboratorio( densidad miel A).
Si se carga con miel A y miel B por parámetros
X= [valor de laboratorio (pureza deseada en la siembre) – valor de laboratorio( pureza de miel A)] / [ valor de laboratorio (pureza de miel B) - valor de laboratorio ( pureza de miel A)]
X2= 1 – X
X3= X1*X2 / [ valor de laboratorio ( brix de miel A)/100]
Volumen si se carga con miel A en pies cubicos= X3/ valor de laboratorio( densidad miel A).
X2= X
X3=X1*X2 /[ valor de laboratorio ( brix de miel B)/100]
Volumen si se carga con miel B en pies cubicos= X3/ valor de laboratorio( densidad miel B).
La templa de tercera para la formación del pie esta formada por las siguientes fases:
Fase 1.- Espera de carga
Fase 2.- Carga
Fase 3.- Concentración
Fase 4.- Siembre y formación de grano
Fase 5.- Aclarado
Fase 6.- Cristalización
Fase 7.- Apretado Previo
Fase 8.- Apretado final
Fase 9.- Descarga
Fase 10.- Lavado
En función de la situación de la templa, el tacho puede pasar en determinadas situaciones a la fase de ESPERA (11)
Fases de la templa en automatico
Parametros generales
Estos parametros afectan a todo el ciclo de templa y son los siguientes:
a) Muy bajo nivel deposito de meladura.
b) Muy bajo nivel deposito de miel A.
c) Muy bajo nivel deposito de miel B.
d) Presion de vapor en espera
Cuando el nivel del deposito de alimentacion alcance el valor parametrizado y el tacho este en alguna fase que implique la alimentación del tacho con dicho deposito, este se pasara a espera.
El concepto de esta fase: se calentará el tacho y se hará el vacío adecuado. A su vez, se reservará el granero del cual se vaya a cargar, comprobando su nivel y su vacío. Cuando este todo listo, estará esperando la orden de arranque, y cuando tenga el vacío suficiente para poder jalar, pasará a la fase siguiente.
A partir de las condiciones iniciales (Todas las valvulas cerradas, a presion atmosferica y agitador parado) Durante esta fase se crea el prevacio dejando el tacho preparado para comenzar una nueva templa)
La fase comienza arrancando el circuito de vacio y espera el valor de un vacio minimo para pasar de fase.
Las condiciones para pasar a la siguiente fase son las siguientes:
a) Que el vacio sea el suficiente para poder cargar el tacho
b) Que el nivel en las depositos que se van a utilizar como carga sea suficiente para garantizar el nivel del pie de templa
c) Que no haya ningun otro tacho de tercera pendiente de llegar al pie de templa
El operador podra seleccionar el trabajar en ciclo simple o repetido.
Si se trabaja en ciclo repetido, en cuanto se cumplan las condiciones para pasar a la siguiente fase, el tacho comenzara la templa por la fase de carga, en caso contrario, esperara la orden desde video por parte del operador para pasar a la fase de carga utilizando los depositos que desee.
Los parametros que afectan a esta fase son:
a) Vacío para permiso de carga
b) Selección del deposito de meladura
c) selección del deposito de miel A
d) selección del deposito de miel B
e) Nivel del deposito de meladura para permiso de carga
f) Nivel del deposito de miel A para permiso de carga
g) Nivel del deposito de miel B para permiso de carga.
Una vez que se tiene el vacío suficiente para cargar y se ha dado orden de arranque al tacho, se entrará en la fase de carga. Aquí se chequeará el nivel existente en los depósitos de carga. Se comprobará si hay nivel suficiente en aquellos depósitos de los que va a cargar el tacho. Si en todos ellos, el nivel está por debajo del nivel mínimo para cargar, el tacho no empezará la carga, y estará manteniendo el vacío deseado.
Si por el contrario, tenemos nivel suficiente en algún depósito, abrirá la válvula de carga de meladura, miel A o miel B, según el tipo de tacho y del producto seleccionado.
Se gestiona el vacío para comenzar a cargar o permiso de carga de acuerdo a una rampa, abriendo la válvula de vapor escoba hasta que se alcance una temperatura suficiente para poder hacer el vacío.
( consigna remota del lazo de control de vacío) = ( consigna de vacío en carga parámetro)
Tiempo de rampa= tiempo rampa de lazo de control de vacio para carga)
(incremento rampa del vacio en carga) = 100.0/tiempo.
Alcanzada la temperatura comenzamos la rampa sobre el vacio para llevar la valvula a su apertura total en un tiempo determinado.
Si ( el valor real de vacio > vacio para permiso de carga)
Se abre valvula escoba = ( valor de temperatura real) <= ( valor temperatura comienzo de vacio)
Si (( valor temperatura) >= (valor temperatura comienzo de vacio))
Si ( el lazo de control de vacio esta en modo manual)
Salida del lazo de control manual= rampa de salida del controlador de vacio.
Salida real del lazo de control de vacio = salida manual del controlador de vacio.
Cuando la valvula reguladora de control haya abierto un % se arranca la bomba para hacer vacio
Si( salida real del lazo de control de vacio > apertura valvula reguladora agua para arranque bomba para hacer vacio parametro)
Orden de apertura de valvula succion de bomba para hacer vacio = trae
Si ( valvula de succion de bomba para hacer vacio esta abierta)
Arranque motor de bomba de vacio = true
En caso de que el valor de la medicion del vacio es mayor a la consigna del controlador
Valor de vacio real >= consigna del lazo de control de vacio en carga
La valvula de control de vacio llega al limite parametrizado, el controlador de vacio se pasa a automatico
Salida real de lazo del controlador de vacio >= parametro
Controlador del lazo de vacio automatico = true
Para abrir la valvula de carga de producto, el valor del vacio debe ser suficiente para cargar
Si ( valor de vacio real medido > valor de vacio por parametro para permiso de carga de producto)
Valvula reguladora de control de nivel del tacho = 100 % abierta
Salida del controlador de nivel del tacho = 100 % abierta
Esta fase comienza a cargar el tacho para introducir una cantidad de producto suficiente en el tacho para poder realizar la siembra del mismo. Durante esta fase, se abre la valvula de control de alimentacion al 100% y se abre la valvula de carga correspondiente al producto con el que se va a alimentar. Se puede seleccionar con que productos se va a realizar la carga y si el cambio de producto se realiza por nivel en el tacho o por caudal de alimentacion.
Se puede decidir si esta seleccion se realiza por parametros desde video o se calcula a partir de los datos de laboratorio. Si se selecciona esta ultima opcion. Los productos con los que realizar la carga los decide el sistema en funcion de la pureza deseada y las purezas de las alimentaciones. Se selecciona que la carga es siempre por caudal y los caudales parciales se calculan de acuerdo con la expresion:
VolP1 = {VolM*DenM*BxM*[1-(PzaM-PzaP1)/(PzaP2-PzaP1)]/BxP1}/DenP1
VolP2 = {VolM*DenM*BxM*[(PzaM-PzaP1)/(PzaP2-PzaP1)]/BxP2}/DenP2
Donde: BxM : Concentracion de mezcla (Bx de 0 a 1)
BxP1 : Concentracion de producto 1 (Bx de 0 a 1)
BxP2 : Concentracion de producto 2 (Bx de 0 a 1)
DenM : densidad de la mezcla final (Lb/Gal)
DenP1 : densidad de producto 1 (Lb/Gal)
DenP2 : densidad de producto 2 (Lb/Gal)
PzaM : pureza de la mezcla final 1 (0 a 1)
PzaP1 : pureza del producto 1 (0 a 1)
PzaP2 : pureza del producto 2 (0 a 1)
VolM : volumen de mezcla final deseada
VolP1 : volumen de producto 1 en galones
VolP2 : volumen de producto 2 en galones
Si la carga de producto se hace por criterio de nivel se tiene el siguiente modelo:
Carga de producto con meladura.
Si ( tengo permiso de cargar producto con meladura)
Si (( tengo permiso de cargar producto con miel A) or( permiso de cargar producto con miel B))
Orden de apertura de válvula de producto meladura = medicion de nivel del tacho <= parametro de nivel si se carga con meladura
Si no tengo permiso para cargar producto miel A o miel B
Orden de apertura de válvula on/off de producto con meladura = true hasta el final de la fase.
Si no tengo permiso para carga con meladura
Orden de apertura de válvula on/off de producto con meladura = false.
Carga de producto con miel A, se verifica si se debe cerrar la válvula de alimentación si se va a cargar con algun otro producto.
Si ( tengo permiso de cargar producto con miel A )
Si ( tengo permiso de cargar producto con miel B) , se comprueba si el final de la carga es por nivel.
Orden de apertura de válvula de producto miel A = medición de nivel del tacho <= parámetro de nivel si se carga con miel A
Si no tengo permiso para cargar producto miel B
Orden de apertura de valvula on/off de producto con miel A = true.
Si no tengo permiso para carga con miel A
Orden de apertura de valvula on/off de producto con miel A = false.
Carga de producto con miel B.
Si ( permiso de cargar producto con miel B)
Orden de apertura de valvula de miel B = true
Si ( no tengo permiso de cargar producto con miel B)
Orden de apertura de valvula de miel B = false
Esta fase termina cuando el nivel del tacho alcanza el nivel suficiente para arrancar el agitador si el nivel del deposito del que se esta alimentando alcanza el valor de muy bajo nivel deposito alimentación, se cierra la valvula de carga esperando a que se recupere el nivel.
Los parámetros que afectan a esta fase son:
a) Nivel para apertura de valvula de vapor a calandria del tacho
b) Selección de productos para carga del tacho por parámetros o valores de laboratorio
c) Selección de carga con meladura
d) Selección de carga con miel A
e) Selección de carga con miel B
f) Selección de carga por nivel o caudal para la meladura
g) Selección de carga por nivel o caudal para la miel A
h) Selección de carga por nivel o caudal para la miel B
i) Nivel o caudal de llenado con meladura
j) Nivel o caudal de llenado con miel A
k) Nivel o caudal de llenado con miel B
Una vez que el nivel es suficiente para arrancar el agitador comienza esta fase concentrando el contenido del tacho hasta llevarlo a las condiciones de siembra. Al comenzar esta fase se pasa a automatico el vacio del tacho y la presion de vapor llevandolo a sus valores de consigna segun una rampa de tiempo. Tambien se arranca el agitador. Cuando el tacho alcanza el valor del nivel del pie de tacho, se pasa a automatico el control de nivel continuando la alimentacion de acuerdo con lo indicado en la fase anterior para mantener este nivel hasta el momento de siembra. Cuando el brix se aproxima al valor de siembra, se da un aviso al operador mediante una luz al pie del tacho para que introduzca la siembra en el embudo.
Una vez que el operador haya realizado esta operacion, debe apretar el pulsador de siembra para que el sistema sepa que la siembra esta en el embudo y poder continuar el proceso. Al apretar el pulsador, se apagara la luz de aviso de siembra situado al pie del tacho indicando al operador que se ha enterado, se cerrara completamente la valvula de alimentacion y esperara al valor de siembra para realizarla. Cuando el brix se acerque al valor de siembra, se modificaran las consignas de vacio y presion de vapor para realizar la formacion y aclarado del grano.
Brix = medicion de brix real
Consigna de brix 1= brix de siembra – anticipo brix cambio de consigna de vacio y presion de vapor a calandria del tacho
Consigna de brix 2 = brix de siembra – anticipo petición de siembra
Brix de siembra = medición de brix >= parámetro de brix de siembra
Cambio de consigna = medicion de brix >= Consigna de brix 1
Brix petición de siembra = Consigna de brix 2
Se calcula la rampa de consigna para el vapor, la primera al entrar en fase
Consigna de vapor para semillamiento remoto= valor de parametro en Psig.
Se calcula el incremento de rampa de la consigna del controlador de vapor a calandria del tacho.
Tiempo = tiempo para alcanzar la consigna de presion de vapor de calandria del tacho
Incremento de rampa para el vapor de calandria del tacho en concentración = ( consigna de vapor a calandria del tacho en fase de carga de producto – medicion de vapor a calandria de tacho) / Tiempo
Si la medicion de brix supera el valor para el cambio de consigna , nueva consigna de los controladores de presion de vapor a calandria del tacho y vacio del tacho.
Tiempo = tiempo de rampa del valor del vacio en concentración
Incremento de rampa de vacio en fase carga = ( consigna del controlador de vacio fase de carga - consigna del controlador de vacio en concentración semillamiento) / Tiempo
Se calcula el incremento de rampa para la consigna de presion de vapor.
Tiempo= tiempo de rampa del controlador de presion de vapor a calandria del tacho en concentración.
Se ejecutan las rampas sobre las consignas del vacio y del vapor de calandria
Consigna vacio= consigna de vacio en concentración
Consigna vapor= consigna de de presion de vapor a calandria en concentración.
Calculo de consigna de vacio en modo remoto = rampa ( consigna de vacio del controlador en modo remoto, consigna vacio, incremento de rampa de vacio en fase de carga )
Calculo de consigna de vapor modo remoto = rampa ( consigna de vapor del controlador en modo remoto, consigna vapor, incremento de rampa de vapor en fase de carga )
Se continua la carga de producto de forma rapida hasta tener nivel suficiente para habilitar la regulación automatica de nivel.
Si se debe hacer alguna carga de producto por caudal se calcula la suma parcial teniendo criterio de carga de producto por caudal.
Si se carga con meladura , miel A o con miel B.
Caudal = medicion de caudal real (pies cubicos por hora)
Se totaliza parcialmente el caudal.
Si se carga el tacho con deposito 1
teniendo permiso para cargar con producto 1, se verifica si se cierra la alimentación si se carga con algun otro producto. Se comprueba si el final de carga para este deposito es por nivel o caudal. Si es por nivel
Mando de abrir valvula de alimentación producto 1 = medicion de nivel real del tacho <= valor de nivel con deposito 1 por parametro en %)
suma del totalizador = se hace cero.
Si se tiene permiso de carga por caudal
Mando de abrir valvuma de alimentación = suma parcial del totalizador de producto<= valor del volumen del deposito 1 ( en pies cubicos).
Si se carga el tacho con deposito 2
Se verifica si se tiene permiso para carga con deposito 2
Si se tiene permiso de cargar con deposito 3, se comprueba si el final de carga de producto para este deposito es por nivel del tacho o por caudal.
Si el criterio de carga del deposito 2 es por nivel
Mando de abrir valvula de alimentación con producto 2 = medicion de nivel real del tacho <= valor de nivel con deposito 1 por parametro en %)
Si el criterio es por caudal
Volumen = volumen meladura + volumen miel A
Se compraba si se ha llegado al nivel del pie del tacho
Set= medicion de nivel del tacho < nivel del tacho para semillamiento y no tengo el controlador de nivel en automatico.
Si no ha llegado el set de nivel de control
La valvula de alimentacion = 100 % abierta.
Si llega
Valvula de alimentacion = 0 %.
En esta fase el tacho se pasara a espera por las siguientes causas:
- Por bajisimo nivel del deposito e alimentacion : Se cerrara la valvula de carga y se mantendra el brix cercano al de siembra alimentando con agua.
- Por acercarse al valor de siembra antes de alcanzar el nivel del pie de tacho. Este caso se produce porque el licor tenga un brix muy alto por lo que se cerrara la valvula de alimentacion y se rellenear con agua hasta alcanzar el pie de templa bajando el brix.
- Por llegar al brix de siembra sin que el operador haya indicado la presencia de la siembra en el embudo mediante el pulsador.
El final de la fase se produce cuando el brix alcance el valor de siembra aunque los caudales de alimentacion introducidos no coincidan con los parametrizados
Durante esta fase, antes de solicitar la papilla en el embudo, al apretar el pulsador de "SIEMBRA EN EMBUDO" se abre la valvula de siembra.
Los parametros que afectan a esta fase son:
a) consigna de nivel del pie de tacho
b) consigna de vacio del tacho para concentración
c) tiempo para alcanzar la consigna de vacio
d) consigna de presion de vapor a calandria del tacho para concentración
e) tiempo para alcanzar la consigna de vacio presion de vapor a calandria del tacho
f) brix para el cambio de consignas de vacio y presion de vapor del tacho
g) consigna de vacio para concentración
h) tiempo para alcanzar la consigna de vacio
i) tiempo para alcanzar la consigna de vacio
j) consigna de presion de vapor a calandria del tacho para concentración
k) brix para siembre
l) anticipo del valor de brix para aviso de siembra
En esta fase se realiza la siembra del tacho y se estabilizan los nucleos de cristalizacion recien sembrados. Se abre la valvula de siembra durante un tiempo y a continuacion se mantiene el brix alcanzado despues de este tiempo alimentando con agua durante otro tiempo. El final de la fase se produce cuando ha transcurrido el tiempo de formacion de grano.
Durante esta fase no se puede pasar a espera.
Los parámetros que afectan a esta fase son:
a) tiempo de apertura valvula de siembre
b) tiempo de formación de grano
Una vez estabilizados los nucleos de cristalizacion, esta fase homogeniza la mezcla recien formada en el tacho y diluye los nucleos no estables evitando falso grano. Durante esta fase, se modifica el valor de la consigna de brix a lo largo del tiempo en funcion de una curva caracterizada por una recta de cuatro segmentos.
Se puede seleccionar con que productos se va a realizar el aclarado y cristalizacion del magma y si el cambio de producto se realiza por nivel en el tacho o por caudal de alimentacion. Se puede decidir si esta seleccion se realiza por parametros desde video o se calcula a partir de los datos de laboratorio. Si se selecciona esta ultima opcion. Los productos con los que realiza la carga los decide el sistema en funcion de la pureza deseada y las purezas de las alimentaciones. Se selecciona que la carga es simpre por caudal y los caudales parciales se calculan de acuerdo con la expresión anteriormente indicada. Si durante esta fase, el incremento de nivel supera un cierto valor se abre la valvula de agua de forma proporcional a la de alimentacion para ayudar al aclarado del tacho.
Consignas de los controladores de presion de calandria del tacho y vacio
Consigna remota del controlador de vacio en el tacho= rampa( consigna remota del controlador de vacio, consigna de vacio en concentración semillamiento, incremento de rampa del valor del vacio en fase de carga).
Consigna remota del controlador de vapor a calandria= rampa( consigna remota del controlador de presion de vapor en calandria del tacho, consigna de presion de vapor en calandria del tacho en concentración semillamiento , incremento de rampa del valor de la presion de vapor en calandria del tacho en concentracion).
Se ve con que deposito de producto se debe cargar el tacho, al principio de la fase se comienza metiendo un poco de meladura aunque no este seleccionado este producto.
Caudal = medicion de caudal real ( pies cubicos por hora)
Si el caudal total calculado a un tacho >= volumen inicial grano fino con meladura
Carga con Producto 1
Si ( selección dilucion o aclarado con meladura) o ( no se ha utilizado esta fase)
Se verifica si se debe cerrar la alimentacion si se carga producto al tacho de algun otro deposito.
Si ( selección dilucion o aclarado con miel A) o (selección dilución o aclarado con miel B)
Se comprueba si se llena el tacho por nivel o caudal.
Si( selección de grano fino con meladura con )
Si es por nivel
Mando de válvula de alimentación de producto con meladura = medición de nivel <= nivel grano fino con meladura parámetro en %.
Totalizador del caudal = 0.0 ,
Si es por caudal
Mando de válvula de alimentación de producto con meladura = medición de nivel <= nivel grano fino con meladura parámetro pies cubicos.
Si se carga con producto 2
Si (selección dilucion o aclarado miel A)
Se verifica si se debe cerrar la valvula de alimentacion si se va a cargar producto con algun otro deposito
Si( se selecciona dilucion o aclarado con miel B)
Se comprueba si el final de carga de producto para este deposito es por nivel o por caudal.
Si(selección de grano fino con miel B por nivel)
Mando para valvula de alimentacion con miel A = medicion de nivel <= nivel con grano fino con miel A parametro %.
Totalizador del caudal = 0.0.
Si es por caudal
Si ( selección grano fino meladura por caudal)
Volumen = volumen con grano fino + volumen grano fino con miel A
Si no es por caudal ( selección grano fino con miel B)
Mando de valvula de alimentacion con miel A= trae , abrir
Si no es por caudal ( selección dilucion o aclarado miel A)
Mando orden de valvula alimentacion con miel A = false, cerrar.
Si se carga con producto 3
Si selecciono dilucion aclarado con miel B
Mando orden de valvula alimentacion miel B = true, abrir
Si no
Mando orden de valvula alimentacion miel B = false, cerrar.
Si se carga producto con valvula alimentacion de meladura se cierran las valvulas de los depositos miel A y miel B.
Si ( mando orden valvula alimentacion con meladura)
Totalizador parcial con producto 1 = total caudal calculado a un tacho
Mando orden valvula miel A = false, cierre.
Mando orden valvula miel B = false, cierre.
Si ( orden valvula alimentacion miel A)
Totalizador parcial producto 2 = ( total caudal calculado a un tacho) – ( totalizador parcial producto 1 )
Mando orden valvula miel B = false, cierre.
Si (mando orden valvula alimentacion miel B)
Totalizador parcial producto 3 = ( total caudal calculado a un tacho) – ( totalizador producto 2) – (totalizador producto 3).
Si el nivel se incrementa al valro de seguridad se abre la valvula de alimentacion de agua al tacho.
Si ( medicion real nivel>= valor de nivel final para formación de grano + incremento del valor de nivel en aclarado mete agua)
Salida del controlador de nivel del tacho ( agua) = (relacion agua al tacho/ alimentacion)*salida del controlador de nivel / 100
Se procede a calcular los tiempos y sus sumas para hacer la funcion
Tiempo 00 = 0
Tiempo 01= duracion tramo 1 dilucion (minutos,segundo).
Tiempo 01= duracion tramo 2 dilucion (minutos,segundo).
Tiempo 01= duracion tramo 3 dilucion (minutos,segundo).
Tiempo 01= duracion tramo 4 dilucion (minutos,segundo).
Tiempo aclarado 1 = Tiempo 00
Tiempo aclarado 2 = Tiempo 01 + Tiempo 00
Tiempo aclarado 3 = Tiempo 02 + Tiempo aclarado 2
Tiempo aclarado 4 = Tiempo 03 + Tiempo aclarado 3
Tiempo aclarado 5 = Tiempo 04 + Tiempo aclarado 4
Las consignas de brix
Brix aclarado 1 = brix final formación de grano ( semillamiento); brix inicial.
Brix aclarado 2 = brix aclarado 1 + variación de brix tramo 1 parametro.
Brix aclarado 3 = brix aclarado 2 + variación de brix tramo 2 parametro.
Brix aclarado 4 = brix aclarado 3 + variación de brix tramo 3 parametro.
Brix aclarado 5 = brix aclarado 4 + variación de brix tramo 4 parametro.
El reloj se pasa a ciclos de ticks
Tpo= reloj tiempo de fase
Se realiza la funcion
( valor de brix final formación de grano) = fn(tpo, tiempo aclarado 1, brix aclarado 1,5).
El fin de fase ocurre cuando ha transcurrido el tiempo.
Si ( tpo>= tiempo aclarado)
Esta fase finaliza cuando ha transcurrido el tiempo total caracterizado en la curva
En esta fase el tacho se pasara a espera por las siguientes causas:
- Por bajisimo nivel del deposito e alimentacion : Se cerrara la valvula de carga y se mantendra la consigna de brix alimentando con agua.
- Por alta potencia del agitador: Se intentara llevar la potencia a un valor proximo al descarga alimentando con agua.
Los parametros que afectan a esta fase son:
a) Incremento de nivel en aclarado para meter agua al tacho.
b) Relacion alimentacion / agua en %.
c) Selección de productos para aclarado parámetros o laboratorio
d) Selección aclarado con meladura
e) Selección aclarado con miel A
f) Selección aclarado con miel B
g) Selección aclarado por nivel o caudal para la meladura
h) Selección aclarado por nivel o caudal para le miel A
i) Selección aclarado por nivel o caudal para le miel B
j) Nivel o caudal de llenado con meladura
k) Nivel o caudal de llenado con miel A
l) Nivel o caudal de llenado con miel B
m) Tiempo tramo 1 de aclarado
n) Tiempo tramo 2 de aclarado
o) Tiempo tramo 3 de aclarado
p) Tiempo tramo 4 de aclarado
q) Variacion de brix tramo 1
r) Variacion de brix tramo 2
s) Variacion de brix tramo 3
t) Variacion de brix tramo 4
Esta fase realiza las siguientes acciones: controla el crecimiento de los nucleos de cristalizacion en el tiempo, alimentando el tacho de modo que se produzca un crecimiento lento y homogeneo hasta formar los granos de magma que posteriormente se descargaran o bien en el otro tacho o bien en el granero. Realiza la descarga de parte del magma formado sobre el otro tacho o sobre el granero. A partir del magma restante en el tacho continua el crecimiento del grano hasta formar masa para su descarga en los mezcladores.
Se comienza a contar el tiempo de esta fase y la valvula que le permite entrar la semilla al tacho se abre desde un pulsador accionado por el operador.
Mando orden abrir valvula de siembra= pulsador de siembra.
Las siguientes regulaciones que no se usan en este fase pasan a modo manual:
Controlador del nivel de tacho = manual.
Si el control es por potencia
Controlador de alimentacion = manual.
Si no
Controlador de potencia del motor del agitador del tacho = manual.
Salida del controlador de nivel = 0
Si control potencia del motor del agitador del tacho
Lazo alimentacion = 0
Si no
Salida controlador de potencia del motor de agitador del tacho = 0
Al comenzar esta fase se modificara el vacio del tacho y la presion de vapor llevandolo a sus nuevos valores de consigna segun una rampa de tiempo.
Tiempo= tiempo para alcanzar la consigna del controlador de vacio en fase de desarrollo.
Incremento de rampa del valor de vacio en fase de carga en valor absoluto= (consigna del controlador de vacio en fase desarrollo – valor de vacio al incio de la fase)/tiempo.
Se calcula el incremento de rampa para la consigna de presion de vapor de calandria del tacho.
Tiempo= tiempo para alcanzar la consigna del controlador de presion de vapor en calandria fase de desarrollo.
Incremento de rampa del valor de presion de calandria del tacho en fase de concentracion en valor absoluto= (consigna del controlador de presion de calandria del tacho en fase desarrollo – valor de presion de vapor de calandria del tacho al inicio de la fase)/tiempo.
Se ejecutan las rampas de vacio del tacho y presion de vapor de calandria del tacho:
Consigna remota del controlador de vacio del tacho = rampa( consigna remota del controlador de vacio del tacho, consigna del controlador de vacio del tacho en desarrollo, incremento de rampa de la presion de vapor en concentración.
If (selección de grano fino con meladura o selección grano fino con miel A o selección grano fino con miel B).
Caudal= medicion de caudal entrada de producto al tacho, pies cubicos por hora.
Cargar con deposito 1
Si ( selección de dilución o aclarado con meladura)
Se verifica si se debe cerrar la alimentación si se va a cargar producto también con algún otro deposito.
Si ( selección dilucion o aclarado con miel A o selección dilucion o aclarado con miel B )
Se comprueba si el final de carga para este deposito es por nivel o caudal:
Si (selección grano fino con meladura)
Mando orden abrir válvula alimentación 1 = nivel real<= nivel grano fino con meladura % por parametro.
Totalizador = 0
Si no volumen = volumen grano fino con meladura pies cubicos.
Mando orden abrir valvula alimentacion 1 = totalizador caudal tacho <= volumen
Si no Mando orden de abrir valvula alimentacion 1 = true, abrir
Si no mando orden de abrir valvula alimentacion 1 = false, cerrar.
Carga con deposito 2
Si( selección dilucion o aclarado con miel B)
Si (selección dilucion o aclarado con miel B)
Si(selección grano con miel A)
Mando orden apertura alimentación 2 miel A = medicion de nivel real del tacho<=nivel grano fino con miel A
Totalizador = 0
Si no ( criterio por caudal)
Si ( not selección grano fino con meladura por caudal)
Volumen = ( volumen grano fino con meladura + volumen grano fino con miel A
Si no volumen = volumen grano fino con miel A
Mando orden apertura valvula miel A = totalizador caudal del tacho<= volumen
Si no mando orden de apertura valvula miel A = true, abrir.
Si no orden de apertura valvula miel A = false, cerrar.
Carga con deposito 3
Si ( selección dilucion o aclarado miel B)
Mando abrir valvula miel B = true, abrir.
Si no mando abrir valvula miel B = false, cerrar.
Cuando se carga con válvula alimentación 2, se cierran las valvulas del deposito 3.
Si( mando de orden abrir valvula miel A)
Totalizador = totalizador parcial entrada producto al tacho – totalizador parcial producto 1 meladura.
Mando orden de abrir valvula miel alimentacion 3 = false,
Si( mando orden abrir valvula miel B)
Totalizador producto 3 miel B = totalizador parcial entrada producto al tacho – totalizador parcial producto 2 miel A – totalizador parcial producto 3 miel B.
Al comienzo de la fase se abre la valvula de alimentacion un % fijo y continua alimentando a partir de ese valor.
Si(selección control alimentacion por potencia del motor del agitador del tacho)
Controlador de potencia = true, en automatico.
Si no Controlador de brix = true, en automatico.
Si ( selección control alimentacion por potencia del motor del agitador del tacho)
Salida del controlador de potencia del motor del agitador del tacho manual = % de apertura inicial de la valvula de alimentacion de producto al tacho.
Si no ( selección control por brix)
Salida del controlador valvula alimentacion por brix = % de apertura inicial de la valvula de alimentacion de producto al tacho
Al transcurrir un tiempo despues de comienzo de la fase, se abre la valvula de limpieza del embudo durante otro tiempo.
Para el calculo de la consigna de brix, se tomara al principio de la fase los valores instanataneos de nivel y Brix (Ni y Bi), se definiran unos parametros de nivel y brix finales (Bf y Nf) y la consigna de brix en cualquier momento seguira una funcion del nivel de acuerdo con la expresión
 |
Deduciendo
 |
De donde:
B= medicion de brix de producto en el tacho.
Bi= valor de parametro de brix inicial de curva.
Bf= valor de parametro de brix final de curva.
N= medicion de nivel de calandria del tacho.
Ni= valor de parametro de nivel inicial de curva.
Nf= valor de parametro de nivel final de la curva.
K= es un exponente que permitira caracterizar la curva.
Si ( selección control alimentacion al tacho por potencia)
Si (not estado del controlador en cascada potencia del motor del agitador del tacho)
Brix inicial de cristalizacion = potencial del motor del agitador del tacho real ( medido)
Nivel inicial de cristalizacion = nivel real del tacho ( medido)
Si no
Si ( not estado del controlador en cascada brix)
Brix inicial de cristalizacion = brix del tacho real ( medido)
Nivel inicial de cristalizacion = nivel real del tacho ( medido)
Si( medicion real de nivel del tacho< nivel final del tacho formación grano doble)
X1 = medicion real de nivel del tacho – nivel inicial de cristalizacion del tacho ; N –Ni
X2 = nivel final formación de grano doble – nivel inicial de cristalizaron del tacho; Nf-Ni
Si ( X1 <= 0.0)
Si ( selección de alimentacion del tacho por potencia)
Consigna en modo remoto del controlador de potencia = brix inicial de cristalizacion
Si no
Consigna en modo remoto del controlador alimentacion brix = brix inicial de cristalizacion
Si no
X= ( X1/X2) ( K, coeficiente de curva para formación grano doble)
Y1= valor brix final formación grano doble – valor brix inicial de cristalizacion
Si ( selección alimentacion de producto al tacho por potencia del motor del agitador del tacho
Consigna remota del controlador de potencia = (brix inicial de cristalizacion + Y1*X)
Si no
Consigna remota del controlador de alimentacion = brix inicial de cristalizacion + Y1*X) Si no Si ( selección del controlador alimentacion del tacho por potencia) Consigna remota del controlador de potencia = valor brix final de desarrollo Si no Consigna remota del controlador de alimentacion= brix final de desarrollo
Se comprueba si ha llegado el final de la fase del tacho, el final de la fase se puede producir por las siguientes causas:
a) Si el ultimo deposito del que se va a cargar esta por nivel , el final es por llegar al nivel fin de magma.
b) Si el ultimo deposito del que se va a cargar esta por caudal, el final de fase es por que se haya alcanzado el caudal, siempre y cuando el nivel este en el nivel final de magma.
Durante esta fase se termina de agotar la miel en el tacho hasta formar la masa definitiva con un brix que permita su centrifugacion. En esta fase se cierra la alimentacion y se modifican las consignas de vacio y presion de vapor siguiendo una rampa en el tiempo hasta alcanzar las condiciones de descarga del tacho.
Se pasa a modo manual los controladores cuyas regulaciones no se usan en esta fase:
Controlador en modo automatico de alimentacion al tacho = false.
Controlador en modo automatico potencia motor del agitador del tacho = false
Controlador en modo automatico nivel del tacho = false.
Salida del controlador en modo manual de alimentacion al tacho = 0.
Salida del controlador real alimentacion al tacho = 0.
Salida del controlador en modo manual nivel del tacho = 0.
Salida del controlador real nivel del tacho = 0.
Salida del controlador en modo manual potencia del motor del agitador del tacho = 0.
Salida del controlador real potencia del motor del agitador del tacho = 0.
Calculo de rampas de consigna para el vacio y para el vapor
tiempo = rampa vacio del tacho en fase de apretado previo)
El incremento de rampa sera el ( valor final – valor inicial)/tiempo
Incremento rampa en carga del vacio del tacho en valor absoluto= [( consigna de vacio en apretado final – (consigna de vacio en desarrollo )]/tiempo
Incremento rampa vapor en carga=[(consigna de presion de vapor en el tacho en el tacho apretado final) – ( consigna de presion de vapor en el tacho)]/tiempo
Se ejecutan las rampas sobre las consignas de vacio y presion de vapor en el tacho
Consigna del controlador de vacio del tacho en modo remoto = rampa [(consigna del controlador de vacio en modo remoto) ( consigna de vacio del tacho apretado final)(incremento de rampa de vacio del tacho en fase de carga)]
Consigna del controlador de vapor de calandria del tacho en modo remoto = rampa [(consigna del controlador de vapor de calandria del tacho en modo remoto) ( consigna de vapor de calandria del tacho apretado final)(incremento de rampa de vapor de calandria del tacho en fase de carga)]
La descarga se puede realizar por Brix, por potencia del agitador o por orden directa desde video.
Si( selección descarga de producto del tacho por potencia del motor del agitador)
Incremento de la potencia del motor del agitador = (potencia del motor del agitador del tacho para descarga del tacho – anticipo de potencia del motor del agitador del tacho reserva para descargar producto)
D1= (marcha del agitador del motor del tacho) y (potencia del motor del agitador del tacho >= incremento de la potencia del motor del agitador )
Si no D1= false , no descarga por potencia del motor del agitador del tacho.
Si ( selección descarga de producto por brix)
D3= (medicion de brix real) >=(valor de brix del producto para descarga)-(valor de anticipo de brix reserva de descarga)
Si no D3= false, no descarga por brix.
D4= orden paso a descarga desde video
Cuando llega al valor de Descarga – incremento para solicitud para descarga o por directa desde video el sistema verificara si se producen las condicciones para pasar a descarga.
Estas condiciones son las siguientes:
a) Que no haya otro tacho de tercera esperando para descargar, descargando o en fase de lavado.
Si (D1 o D3 o D4)
Si ( not(descarga general reservada) ), si ningun tacho tiene reservada la descarga.
Reserva de la descarga = true; se reserva la descarga
Si no descarga = otro tacho descargando
Si ( not ( reservada la descarga)
Estado de espera del tacho fase = 11
Consigna del controlador de vapor antes de espera
Si no descarga = esperando condicion de descarga
b) Que el operador haya dado permiso para descargar desde el pulsador instalado a tal efecto.
Si se dan las condiciones, el tacho pasa , reserva la prioridad de la descarga, pasa a la siguiente fase y descargara cuando le toque sin volver a verificar si las condiciones descritas permanecen.
Si no se da alguna de las condciones, el tacho pasa a espera manteniendo la potencia del agitador al valor de descarga – incremento para solicitud descarga.
Los parametros que afectan a esta fase son:
a) Selección descarga por potencia agitador
b) Selección descarga por brix
c) Tiempo de rampa consigna de vacio en el tacho en fase apretado final
d) Consigna de vacio en el tacho en fase de apretado final
e) Tiempo de rampa consigna de vapor en el tacho en fase apretado final
f) Consigna de vapor en el tacho en fase de apretado final
g) Potencia agitador fase descarga
h) Potencia anticipo fase descarga
i) Brix de fase descarga
j) Brix anticipo fase descarga
En esta fase ya no hay marcha atrás. Ya se tiene reservada la descarga y tan sólo se está esperando al punto de descarga. Existen dos opciones para poder descargar, bien por brix o bien por potencia del agitador (o por ambas). Según la selección existente, una vez que el tacho, alcance dicho punto, pasará a la siguiente fase
Se mantiene controlando el vacio y la presion de vapor hasta llegar al valor de descarga, en cuyo momento pasa a la siguiente fase.
Se tiene en cuenta el estado de los siguientes controladores:
Controlador modo automatico de alimentacion al tacho = false
Controlador modo automatico de nivel del tacho = false
Controlador modo automatico de potencia del motor del agitador del tacho = false
Salida del controlador en modo manual de alimentacion al tacho = 0.
Salida del controlador real alimentacion al tacho = 0.
Salida del controlador en modo manual nivel del tacho = 0.
Salida del controlador real nivel del tacho = 0.
Salida del controlador en modo manual potencia del motor del agitador del tacho = 0.
Salida del controlador real potencia del motor del agitador del tacho = 0.
Consignas de los controladores de presion de vapor y vacio del tacho
Consigna del controlador de vacio del tacho en modo remoto= consigna de vacio del tacho en apretado final.
Consigna del controlador de presion de vapor del tacho en modo remoto= consigna de presion de vapor del tacho en apretado final.
Si ( selección descarga de producto del tacho por potencia del motor del agitador del tacho)
Incremento de potencia del motor del agitador del tacho= valor de potencia del motor del agitador del tacho para descarga.
D1 = ( marcha rapida del motor del agitador del tacho) y ( medicion de potencia del motor del agitador >= Incremento de potencia del motor del agitador del tacho)
Si no D1= false, no descarga por criterio de potencia del motor del agitador del tacho.
Si ( selección de descarga por brix)
D3= medicion de brix >= valor de brix de descarga por parametro
Si no D3= false , no descarga por brix.
D4= orde de paso a descarga.
Si ( D1 o D3 o D4)
Totalizadores = 0
Valvula de siembre = false, cerrada por programa
En esta fase no se puede producir ninguna situacion de espera.
Al comienzo de la fase se cierran todas las valvulas, se para el sistema de vacio, se para el agitador, se espera hasta llegar confirmacion de todas las valvulas cerradas y agitador parado y se continua la descarga.
Una vez finalizada la templa, se pasará a la fase de descarga. Se cerrarán todas las válvulas y se comenzará a romper el vacío para descargar el tacho a portatemplas.
Se podrá realizar de dos maneras, por rompevacío, que consiste en abrir la válvula de rompevacío, o bien por escoba, que abrirá la válvula de escoba en función del vacío existente, abriéndola y cerrándola según esté la presión del cuerpo.
Una vez que el tacho ha llegado a su nivel de vaciado, se esperará un tiempo para asegurar la descarga total. Transcurrido ese tiempo, pasaremos a lavar el tacho.
Controlador modo automatico de alimentacion al tacho = false
Controlador modo automatico de nivel del tacho = false
Controlador modo automatico de potencia del motor del agitador del tacho = false
Salida del controlador en modo manual de alimentacion al tacho = 0.
Salida del controlador real alimentacion al tacho = 0.
Salida del controlador en modo manual nivel del tacho = 0.
Salida del controlador real nivel del tacho = 0.
Salida del controlador en modo manual potencia del motor del agitador del tacho = 0.
Salida del controlador real potencia del motor del agitador del tacho = 0.
Final de carrera= ( final de carrera cerrado valvula rompe vacio ) y (final de carrera cerrado valvula de lavado) y final de carrera cerrado valvula pase del tacho)
Final de carrera= (final de carrera) y (final de carrera cerrado valvula descarga de masa del tacho) y (final de carrera cerrado valvula alimentacion 1) y (final de carrera cerrado valvula alimentacion 2)
Final de carrera= (final de carrera) y (final de carrera cerrado valvula alimentacion 3) y (valvula de control de vapor a calandria del tacho cerrada) .
Final de carrera= = (final de carrera) y (valvula de control de vacio del tacho cerrada) y (valvula de control de alimentacion del tacho cerrada) y (valvula de control de agua al tacho cerrada).
Si ( final de carrera)
Si no descarga= alguna valvula abierta
La descarga se puede realizar con la valvula de rompevacio o con la valvula de lavado.
Si se hace con la valvula de rompevacio, se abre y permanece abierta tanto durante esta fase como durante la fase de lavado.Si se hace con la valvula de lavado, se abre y cierra manteniendo el vacio en el tacho entre dos valores proximos a la presion atmosferica, evitando que el tacho se enfrie y agilizando estas fases en el tiempo.
Gestion de la rotura del vacio del tacho
Si ( criterio para romper vacio en el tacho por valvula de rompe vacio)
Mando orden de apertura de valvula de rompe vacio = true
Si no
Si ( medicion del vacio >= valor de vacio para apertura de valvula de lavado)
Mando orden de apertura valula vapor limpieza con vapor = true
Si (medicion del vacio <= valor de vacio para cierre de valvula de lavado
Mando orden de apertura valvula vapor limpieza con vapor = false
Cuando el vacio alcance un valor determinado se abre la valvula de descarga.
Si( medicion de vacio<= valor de vacio por parametro de apertura valvula de descarga del tacho
Mando orden de apertura de valvula de descarga= true
Si no descarga= rompiendo el vacio del tacho.
Cuando el nivel en el tacho sea inferior a un valor, se cuenta un tiempo de seguridad y transcurrido este, se pasa a la siguiente fase. Si durante la descarga, el nivel del mezclador supera un valor de seguridad, se cierra la valvula de descarga para evitar derrames.
Si (medicion de nivel mezclador)>( nivel de seguridad del mezclador)
Descarga = altisimo nivel del mezclador
Mando orden abrir valvula descarga del tacho = false
En esta fase no se puede producir ninguna situacion de espera.
Los parametros que afectan a esta fase son:
a) Descarga con rompevacio o lavado
b) Valor de vacio para apertura valvula de lavado
c) Valor de vacio para cierre de valvula de lavado
d) Valor de vapor para cierre de valvula de descarga
e) Nivel de seguridad mezclador descarga.
f) Nivel tacho paso a lavado
g) Tiempo espera paso a lavado.
En esta fase se realiza la limpieza del tacho dejandolo libre de granos que puedan formar falsas cristalizaciones en la siguiente templa. Se cierra la valvula de descarga y se realiza el lavado en funcion de si la descarga se ha hecho con la valvula de rompevacio o con la de lavado.
Si se ha hecho con rompevacio, se abre la valvula de lavado.
Si se ha hecho con lavado, se abre y cierra manteniendo el vacio en el tacho entre dos valores proximos a la presion atmosferica. Cuando la temperatura alcanza un valor, empieza a contar el tiempo de lavado. Un tiempo antes de finalizar la fase, se abre la valvula de descarga. Al finalizar el tiempo, se cierra la valula de rompevacio, lavado y descarga; pasa a la fase de espera de carga y comienza una nueva templa.
En esta fase no se puede producir ninguna situación de espera.
Los parámetros que afectan a esta fase son:
a) Temperatura para inicio tiempo de lavado
b) Tiempo de lavado
c) Anticipo cierre válvula de descarga
Paso de automático a manual
En cualquier momento el operador puede pasar el tacho a manual desde video. Al pasar a manual se pasan a manual todos los lazos de regulación dejando las valvulas en la posicion que tenian en automatico. Permanecen todas las valvulas todo/nada en su posicion asi como los motores asociados al tacho.
La valvula de vapor se maneje desde el lazo de presion de vapor.
La valvula de agua al condensador se maneja desde el lazo de vacio.
La valvula de alimentacion se maneja desde el lazo de Brix.
La valvula de agua se maneja desde el lazo de nivel.
Paro de emergencia del tacho
Estando el tacho en automatico, es posible desde video dar orden de paro de emrgencia. Esta orden pasa el tacho a manual cerrando todas las valvulas y manteniendo exclusivamente en marcha el agitador. Esta orden tambien se produce autoamticamente ante la siguiente circustancia:
Por bajo nivel deposito de agua en la fase de espera
Por bajo nivel deposito de agua en la fase de siembra
Paso de manual a automatico
El operador puede pasar el tacho a automatico en determinadas fases.
Para que el sistema permita el paso a autoamtico es necesario que se verifiquen determinadas condiciones en funcion de la fase a la que se desee entrar en automatico.
Las condiciones que se han considerado son las siguientes:
- Paso a Espera Carga Parte digital todas las valvulas estan cerradas excepto: Valvula de siembra Indiferente Valvula de lavado de embudo Indiferente Circuito de vacio Indiferente Parte analogica Nivel por debajo del nivel paso a concentracion - Paso a Carga Parte digital: todas las valvulas estan cerradas excepto: Valvula de siembra Indiferente Valvula de lavado de embudo Indiferente Circuito de vacio Indiferente Valvulas de alimentación Indiferente Valvula de control de alimentación Indiferente Parte analógica Nivel por debajo del nivel del pie de tacho - Paso a Concentracion Parte digital todas las valvulas estan cerradas excepto: Valvula de siembra Indiferente Valvula de lavado de embudo Indiferente Circuito de vacio Indiferente Válvula de condensados Indiferente Agitador Indiferente Válvulas de alimentacion Indiferente Valvula de control de vacio Indiferente Valvula de control de vapor Indiferente Valvula de control de alimentacion Indiferente Parte analogica Brix por debajo del brix de aviso de siembra - Paso a Siembra y Formacion de grano En esta fase no es posible entrar en autoamtico - Paso a adicion de magma En esta fase no es posible entrar en automatico - Paso a aclarado En esta fase no es posible entrar en automatico - Paso a cristalización Parte digital: todas las valvulas estan cerradas excepto: Válvula de siembra Indiferente Valvula de lavado de embudo Indiferente Circuito de vacio Indiferente Valvula de condensados Indiferente Agitador Indiferente Valvulas de alimentación Indiferente Valvula de control de vacio Indiferente Valvula de control de vapor Indiferente Valvula de control de alimentacion Indiferente Parte analogica Nivel por encima del nivel del pie de tacho - Paso a Espera descarga Parte digital: todas las valvulas estan cerradas excepto: Valvula de siembra Indiferente Valvula de lavado de embudo Indiferente Circuito de vacio Indiferente Valvula de condensados Indiferente Agitador Indiferente Valvula de control de vacio Indiferente Valvula de control de vapor Indiferente Valvula de control de alimentacion Indiferente Parte analogica Brix por encima del brix final cristalizacion - Paso a Apretado Final Parte digital: todas las valvulas estan cerradas excepto: Valvula de siembra Indiferente Valvula de lavado de embudo Indiferente Circuito de vacio Indiferente Valvula de condensados Indiferente Agitador Indiferente Valvula de control de vacio Indiferente Valvula de control de vapor Indiferente Valvula de control de alimentacion Indiferente Parte analogica Brix por encima del brix final cristalizacion - Paso a descarga En esta fase no es posible entrar en autoamtico - Fase de lavado Parte digital: todas las valvulas estan cerradas excepto: Valvula de lavado Indiferente Valvula de rompevacio Indiferente Valvula de descarga Indiferente Valvula de siembra Indiferente Valvula de lavado de embudo Indiferente Parte analogica Nivel por debajo del nivel paso a lavado
|
Desde el panel de control de los tachos, se controlará en todo momento el estado de los mismos, y servirá para poder manejar todo el proceso de elaboración de los tachos. Pudiendo controlarlo manual o automáticamente, decidiendo en todo momento que es lo que queremos hacer con el mismo.
 |
Figura 14. Diseño panel grafico de control del tacho de agotamiento
Como podemos observar en la figura del panel de control, tenemos una serie de botones para el control y determinada información relativa al proceso. Veamos una breve descripción de los botones del panel:
Botón de selección de manual/automático. Este será el botón para pasar el control del tacho de manual a automático y viceversa. Si se pulsa sobre el rectángulo de color rojo MAN, le estaremos pidiendo al tacho el paso a manual, y si se pulsa sobre el rectángulo de color verde AUT, estaremos solicitando al tacho el pase a automático. Como se verá más adelante, no siempre estará permitido el paso a automático.
Botón de selección de fase. Pulsando este botón se abrirá un menú de selección, en el cual aparecerán una serie de fases. La fase que se seleccione aquí, será a aquella que el tacho vaya cuando entre a automático. La fase seleccionada, será la que aparezca en el número adjunto al botón.
Hay que tener en cuenta, que no a todas las fases del tacho, se permitirá su pase automático, ya que no sería aceptable y confiable por parte del sistema recibir el tacho en determinadas fases.
Botón de selección de producto. Mediante estos dos botones, selecciona el producto que deseamos realizar con el tacho. Pulsando sobre el cuadrado que aparece junto al texto, se seleccionará el producto deseado, y aparecerá una cruz dentro del cuadrado, así como el producto seleccionado, en color azul, en el cuadro de templa en proceso.
Tan sólo podrán ser cambiados los tipos de producto cuando el tacho se encuentre en manual o antes de comenzar a realizar el producto (en la fase de prevacío), durante la realización de un tacho en automático, no se podrá cambiar el producto seleccionado.
Botón de parámetros. Desde este botón llamaremos a las pantallas de parámetros del tacho correspondiente.
Botón de paso a descarga. Este botón, es una opción que se da al operador, para que obligue al tacho a descargar una templa (no grano) sin tener que esperar a que el tacho llegue al nivel final con el brix final. Pasará a descarga si tiene reservada el portatemplas, ya que es un requisito imprescindible para poder descargar.
Botón de selección de ciclo. Mediante este botón, seleccionaremos la forma de trabajo del tacho en cuanto a realización continua de templas o no. Si tenemos seleccionado ciclo simple, el tacho al final de la templa (después de lavar) no continuará realizando otra, sino que hará vacío y se esperará. En cambio, si tenemos ciclo repetido, al terminar una templa, continuará con otra, y así sucesivamente.
Botón de orden de arranque. Como hemos visto en el botón anterior, al seleccionar ciclo simple, el tacho se espera y no continúa realizando templas. Lo que está esperando es que nosotros le demos la orden de arranque, que es la que indicamos con este botón.
Además de todos los botones vistos, tenemos una serie de información que nos servirá para controlar la situación del tacho, y mediante ella sabremos en todo momento el estado actual.
Es importante el número de fase y el producto que se tiene seleccionado antes de solicitar el automático del tacho, ya que indicándole el producto y la fase, determinaremos qué es lo que va a hacer el tacho. Por tanto, antes de pasar un tacho a automático hay que ajustar la selección adecuada.
Mientras los tachos realizan su labor, están dando una información en todo momento de lo que está haciendo. Esta información aparece en el panel de control del mismo, y en muchas ocasiones, será motivo de alarma.
Existe una gran serie de mensajes informativos, pero sólo se detallarán aquellos más relevantes, en los que el tacho se encuentra en fase de espera, o no permite al operador el paso a automático.
La entrada en automático, se puede realizar a distintas fases del tacho, según lo que se quiera realizar. Hay que notar, que el mensaje “No permitida fase con cocimiento selecc.” se produce porque estamos intentando entrar a una fase que no existe con el producto o programa seleccionado. Por el resto de mensajes, se entiende que son fáciles de comprender, y no deben suponer un problema detectar cual es el motivo por el que no pasó el tacho a automático.
Al intentar entrar en automático a la fase de espera de carga, nos podemos encontrar con los siguientes mensajes:
VÁLV. ROMPEVACÍO ABIERTA
VÁLV. DE PASE ABIERTA
VÁLV. MELADURA ABIERTA
VÁLV. MIEL A ABIERTA
VÁLV. MIEL B ABIERTA
VÁLV. DESCARGA ABIERTA
AGITADOR EN MARCHA RAPIDA
AGITADOR EN MARCHA LENTA
VÁLV. AGUA ABIERTA
VÁLV. ALIMENTACION ABIERTA
VÁLV. VAPOR ABIERTA
ALTO NIVEL EN EL TACHO
Al intentar entrar en automático a la fase de carga, nos podemos encontrar con los siguientes mensajes:
VÁLV. ROMPEVACÍO ABIERTA
VÁLV. DE PASE ABIERTA
VÁLV. DESCARGA ABIERTA
AGITADOR EN MARCHA RAPIDA
AGITADOR EN MARCHA LENTA
VÁLV. AGUA ABIERTA
VÁLV. VAPOR ABIERTA
ALTO NIVEL EN EL TACHO
NO PERMITIDA FASE CON COCIMIENTO SELECC.
Al intentar entrar en automático a la fase de apretado previo, nos podemos encontrar con los siguientes mensajes:
VÁLV. ROMPEVACÍO ABIERTA
VÁLV. DE PASE ABIERTA
VÁLV. MELADURA ABIERTA
VÁLV. MIEL A ABIERTA
VÁLV. MIEL B ABIERTA
VÁLV. DE ESCOBA ABIERTA
VÁLV. DESCARGA ABIERTA
AGITADOR PARADO
VÁLV. DE CORTE DE VACÍO ABIERTA
BOMBA VACIO PARADA
VÁLV. AGUA ABIERTA
A las fases de apretado final y descarga no se permite la entrada a automático del tacho.
Al intentar entrar en automático a la fase de lavado, nos podemos encontrar con los siguientes mensajes:
VÁLV. DE PASE ABIERTA
VÁLV. MELADURA ABIERTA
VÁLV. MIEL A ABIERTA
VÁLV. MIEL B ABIERTA
VÁLV. DESCARGA ABIERTA
AGITADOR EN MARCHA LENTA
AGITADOR EN MARCHA RÁPIDA
VÁLV. AGUA ABIERTA
VÁLV. ALIMENTACIÓN ABIERTA
VÁLV. VAPOR ABIERTA
VÁLV. VACÍO ABIERTA
ALTO NIVEL EN EL TACHO
Como se puede observar, cuando se quiere pasar un tacho en automático, y dependiendo de a qué fase se quiere entrar, habrá que tener el tacho con todos sus elementos posicionados adecuadamente, para que así el tacho pueda continuar en las condiciones óptimas, según lo que se quiera realizar.
Estos, como hemos comentado, son los mensajes informativos que el tacho nos proporciona al pasar de manual a automático, y cuando dicha transición no se ha podido cumplir, pero existen más mensajes que da el tacho mientras está realizando su labor.
Cuando un tacho pasa a la fase de espera, es por algún motivo que hay que tener en consideración, ya que está interrumpiendo el funcionamiento normal del tacho.
Es importante saber por qué el tacho está en espera, teniendo conocimiento de ello, y si es posible resolver la situación.
Los mensajes que pueden aparecer en la fase de espera son los siguientes:
Nivel insuficiente de meladura para continuar. Esto ocurrirá cuando estemos concentrando con meladura y en los depósitos disponibles que tenemos, el nivel de los mismos se encuentra por debajo del mínimo.
Nivel insuficiente de miel A para continuar. Esto ocurrirá cuando estemos concentrando con miel A y en los depósitos disponibles que tenemos, el nivel de los mismos se encuentra por debajo del mínimo.
Nivel insuficiente de miel B para continuar. Es igual que el caso anterior, pero con miel B.
Falta siembra en el embudo. Esto ocurrirá cuando estemos en la fase de concentración, y ya se haya alcanzado el punto de siembra, pero no se ha pulsado el botón de siembra en el embudo. Por tanto, el tachero, deberá de poner la semilla en el embudo y pulsar el botón de confirmación situado físicamente en el tacho.
Haciendo pie en el tacho. Ocurrirá también en la fase de concentración, y se producirá cuando estemos metiendo producto con alto brix, y antes de llegar al pie del tacho ya se haya alcanzado el punto de siembra. Con lo cual, se meterá agua para bajar un poco la concentración del producto y procurar llevar el nivel hasta el pie.
Bajo vacío en el tacho. Se puede producir en muchas fases, y ocurrirá cuando perdamos vacío en el tacho. En ese momento el tacho parará totalmente, cerrando vapor y alimentación e intentará recuperar el vacío. Esta alarma es muy importante, ya que el tacho se puede perder por falta de vacío.
Alta intensidad del agitador. También se producirá en diversas fases del tacho, siempre que esté el agitador en marcha rápida. Si la potencia del agitador sube por encima del máximo, el tacho pasará a espera y meterá un poco de agua en el tacho hasta baja la potencia del agitador.
En la fase de espera, por tanto, nos encontraremos con estos mensajes, que nos indican el por qué de la espera. En algunos casos sería recomendable tomar medidas, revisando la situación del tacho, como puede ser la falta de vacío. En otros casos, deberemos chequear la situación de los recursos comunes, como son las esperas por no poder reservar la descarga o el granero, pues puede que esté en manual y no se esté utilizando. Y en otros casos tan sólo tendremos que esperar a que el sólo se recupera, como puede ser por falta de producto, etc.
También existirán casos en los que el tacho se encuentre detenido, pero no entrará en fase de espera ya que en la fase que se encuentra, puede continuar. Como por ejemplo, cuando esté descargando y se llene el tanque de descarga, entonces, parará y cuando baje el nivel, seguirá descargando. O antes de entrar en la fase de carga, y no haya producto suficiente para realizar la carga, se quedará esperando, pero no hará nada.
Como se ha comentado, el tacho 5 hace producto C, lo que supone cargar de varios depósitos de producto; meladura, miel A y miel B.
El sistema automático, permite calcular automáticamente la cantidad de producto que debe meter el tacho para realizar el grano o la templa, a partir de datos del laboratorio y de los datos que nosotros queremos obtener, de los datos objetivos.
 |
Existe un parámetro, mediante
el cual decidiremos el criterio de selección de la carga de los depósitos. Este parámetro es “Criterio de selección para el cálculo de flujo”, podemos elegir dos opciones: parámetros o laboratorio. Si elegimos la primera opción, el tacho cargará de los depósitos que nosotros le indiquemos y el nivel o caudal de los mismos, mediante los otros parámetro destinados para ello. Pero si elegimos la segunda opción, laboratorio, se calculará automáticamente el caudal de producto que deberemos meter en cada una de las fases
Para que este cálculo sea correcto, los datos de laboratorio que tengamos deben ser correctos, y los objetivos del pie, del grano y de la templa, deben ser también correctos.
 |
Estos datos, se meterán en la pantalla de datos de laboratorio, que se accede desde los parámetros:
Al pulsar el botón para introducir datos, aparecerá una nueva pantalla, en donde colocaremos los valores adecuados. Esta nueva pantalla contiene los parámetro que aparecen en la figura, y es importante que sean reales y lo más precisos posibles
 |
Figura 15.Interfase grafica de datos de laboratorio
Como se observa, el la columna izquierda tenemos los datos relativos a los productos de meladura, miel A y miel B. Esos datos deben ser los exactos en todo momento. En la columna izquierda tenemos los datos “objetivos” que deseamos alcanzar. Para ello, necesitamos saber qué es lo que se desea. En el punto de siembra, necesitamos saber el volumen, la pureza y el brix, y lo mismo para el final de nuestra ensemillada (final de grano) y de nuestra templa final (masa).
Con esto, el tacho, calculará el volumen que hay que meter de cada uno de los depósitos en la carga y concentración (para ensemillar), en el desarrollo (para grano) y en la directa (para templa). Sabiendo que si tenemos seleccionado la opción de “laboratorio”, no se podrán modificar dichos datos, a no ser que se seleccione la opción de “parámetros”.
1. El modelo dinámico de la cristalización hace uso de ecuaciones algebraicas no lineales así como inevitablemente por la complejidad del proceso se utilizan ecuaciones empíricas
2. Con el estudio de la unidad del proceso se determino su modelo dinámico obteniendo las ecuaciones que gobiernan esta unidad .
3. El metodo recomendado para elaborar la programación de un proceso batch como lo es un tacho de agotamiento es el basado en el estandar de la norma ISA S88, para tecnologias abiertas para interrelacionar los datos provenientes de diferentes fuentes como lo son proceso y datos del laboratorio de control de calidad.
4. El ambiente grafico se basa en programación por objetos con ello se pueden reducir los tiempos de programación grafica lo cual es transparente para el operador pero para el programador es una herramienta muy util.
Americam National Standard. (1995): ANSI/ISA– 88.01–1995, “Batch Control Part 1:Models and Terminology”.
1. La complejidad considerada como un obstáculo para la precisión, el diseño y la predicción, en realidad es una forma de ser de la naturaleza con su carga de certezas y de incertidumbre.
2. Proponer el mejor modelo utilizando herramientas de automatización avanzada para automatizar tachos al vacío tipo batch de agotamiento de mieles de caña de azúcar.
3. Estudiar la arquitectura del desarrollo del modelo a emplear para automatizar el tacho al vacío.
4. Conocer las herramientas de automatización avanzada que servirán para la elaboración del ambiente grafico y software en la implementación del modelo sugerido.
5. Utilizar eficientemente las herramientas graficas para la elaboración de los diagramas de proceso.
6. Compartir mi experiencia con la comunidad y retroalimentarme para saber si mis conocimientos pueden ayudar a otros.
9. Incrementar mi valor agregado a través del estudio para que en un futuro pueda optar a otros empleos .
Páginas Web.
https://www.ee.umanitoba.ca/tech.archive
TECHNICAL REPORTS sobre AUTOMATA, COMPUTATIONAL INTELLIGENCE, DATA AND SIGNAL COMPRESSION, FORMAL METHODS IN SYSTEM DESIGN, FUZZY SYSTEMS, GENETIC ALGORITHMS, MATHEMATICS, MICROELECTRONICS AND SOFTWARE SYSTEMS, NEURAL NETWORKS, PARALLEL PROCESSING, PETRI NETS, REAL-TIME SYSTEMS, SPECIFICATION AND DESCRIPTION LANGUAGE (SDL)
https://www.informatik.uni-stuttgart.de/ifi/ti/fap98/fap98.html
WORKSHOP ON FORMAL LANGUAGES, AUTOMATA AND PETRI-NETS
https://www.aisa.uvigo.es/software.html
SOFTWARE DE LIBRE DISPOSICIÓN DESARROLLADO EN EL DEPARTAMENTO
https://www.cs.duke.edu/~magda/flap/index.html
FORMAL LANGUAGES & AUTOMATA PACKAGE. Demo sobre una herramienta gráfica usada para aprender los conceptos de los lenguajes del autómata.
Diplomado de en control automático de procesos industrials, parte IV: diseño de estrategias e integración de sistemas de control, Instituto Tecnológico y de Estudios Superiores de Monterrey, Monterrey Nuevo León 1996.
Emilio Jiménez Macias, Tesis Doctoral Técnicas de Automatización avanzada en procesos Industriales, Universidad de la Rioja, 2004.
E Hugot, Manual para ingenieros azucareros, Cia. Editorial continental S. A de C. V, Junio 1984, capitulo 32, paginas 330 a 500.
Joe Wolfe, Como escribir una tesis de doctorado, Escuela de Fisica, Universidad de Nueva Gales del Sur Sydney Australia.
Villamil Puentes Jorge Eliécer, UN MODELO PARA EL MANEJO DE LA PERDIDA DE INFORMACIÓN EN LOS PROCESOS DE ABSTRACCION DEL MODELADO DE SISTEMAS, Universidad nacional de Colombia, Maestría en Ingeniería, 2004, paginas 42 a 50
|
|
|
 |